

산업 제조

NUM cnc 컨트롤을 사용하여 cnc 밀에서 작업하는 cnc 기계공을 위한 NUM 1020/1040/1060M G 코드입니다. NUM 1020/1040/1060M G-코드 G 코드 설명 G00 고속 선형 보간 G01 프로그래밍된 이송 속도에서 선형 보간 G02 프로그래밍된 이송 속도에서 시계 방향 원형 보간 G03 프로그래밍된 이송 속도에서 반시계 방향 원형 보간 G04 프로그래밍 가능한 드웰 G06 스플라인 곡선 실행 명령 G09 다음 블록으로 이동하기 전에 블록 끝에서 정확한 정지 G10 인터럽트 차단 G1

NUM cnc 컨트롤이 있는 cnc 밀에서 작업하는 cnc 기계공을 위한 NUM 1020/1040/1060M cnc m 코드. NUM 1020/1040/1060M M 코드 M-코드 설명 M00 프로그램 중지 M01 선택적 중지 M02 프로그램 종료 M03 시계 방향 스핀들 회전 M04 시계 반대 방향 스핀들 회전 M05 스핀들 정지 M06 도구 변경 M07 냉각수 2 켜짐 M08 냉각수 1 켜짐 M09 냉각수 꺼짐 M10 클램프 M11 고정 해제 M12 프로그램된 피드 중지 M19 스핀들 인덱스 M40

Okuma OSP-P300S/P300L Alarm-P 목록.Okuma cnc 제어 장치를 사용하여 cnc 기계에서 작업하는 cnc 기계공용. 오쿠마 알람 분류 OSP와 관련된 알람은 다음과 같이 5가지 유형으로 분류됩니다. 알람 P(아래에 나열됨) 알람 A 알람 B 알람 C 알람 D 오류 다음은 Okuma OSP-P300S/P300L CNC 시스템용 Okuma P 유형 알람 목록입니다. 오쿠마 알람 P 목록 0700 NC 시작 오류 0701 P100-메뉴 초기화 실패 0702 시작 시 정전 0703 로드 정보 파일을 찾

Okuma OSP-P300S/P300L 알람-A 목록입니다.Okuma cnc 제어 장치를 사용하여 cnc 기계에서 작업하는 cnc 기계공을 위한 것입니다. 오쿠마 알람 분류 OSP와 관련된 알람은 다음과 같이 5가지 유형으로 분류됩니다. 알람 P 알람 A(아래 목록) 알람 B 알람 C 알람 D 오류 다음은 Okuma OSP-P300S/P300L CNC 시스템용 Okuma A 유형 알람 목록입니다. 오쿠마 알람 A 목록 1071 메모리 보드 배터리가 소모되었습니다. 빨리 교체하세요! 1089 PLC 알람 번호가 잘못되었습

NUM 1020/1040/1060T CNC 컨트롤이 있는 CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 NUM 1020/1040/1060T M 코드 목록입니다. NUM 1020/1040/1060M M 코드 M-코드 설명 M00 프로그램 중지 M01 선택적 중지 M02 프로그램 종료 M03 시계 방향 스핀들 회전 M04 시계 반대 방향 스핀들 회전 M05 스핀들 정지 M06 도구 변경 M07 냉각수 2 켜짐 M08 냉각수 1 켜짐 M09 냉각수 꺼짐 M10 클램프 M11 고정 해제 M12 프로그램

Bosch CC 100 M CNC 제어 BOSCH CC 100 CNC 제어로 CNC 밀에서 작업하는 CNC 기계공을 위한 G 코드 및 M 코드 전체 목록입니다. G 코드 Bosch CC 100M G 코드 설명 G0 신속한 위치 지정 G1 프로그래밍된 이송 속도에서 선형 보간 G3 원호 보간, 시계 방향 G3 반시계 방향 원형 보간 G4 초 안에 드웰 G5 접선 항목이 있는 원형 보간 G6 확장된 IN POS 범위로 빠른 선형 보간 G17 평면 선택 X/Y G18 평면 선택 Z/X G19 평면 선택 Y/Z G2

BOSCH cnc 컨트롤을 사용하여 cnc 선반/밀 머신에서 작업하는 CNC 기계공은 Boschrexroth 웹사이트에서 Bosch cnc 컨트롤 매뉴얼을 무료로 다운로드할 수 있습니다. Bosch CNC 제어 매뉴얼 다음 Bosch 컨트롤에 대한 설명서를 사용할 수 있습니다. 보쉬 CC 220 보쉬 CC 120 보쉬 CC 100(CC 100M) 보쉬 CC 10 다국어 매뉴얼 Bosch CC 220 / 120 / 100 설명서는 다음과 같은 여러 언어로 제공됩니다. 영어 프랑스어 독일어 이탈리아어 Bosch CC 22
Fanuc G72.1 회전 사본 G72.1 회전 복사 G 코드를 사용하여 하위 프로그램에서 지정한 그림을 회전으로 반복 생성할 수 있습니다. 움직임. 프로그래밍 G72.1 P... L... X... Y... R... 매개변수 매개변수 설명 피 하위 프로그램 번호 L 작업이 반복되는 횟수 X X축의 회전 중심 Y Y축 회전 중심 R 각 변위(양수 값은 시계 반대 방향의 각 변위를 나타냅니다. 증분 값을 지정하십시오.) G 코드 데이터 모달/비모달 G-코드 그룹 비모달 00 프로그래밍 노트 참고 G72.1 블
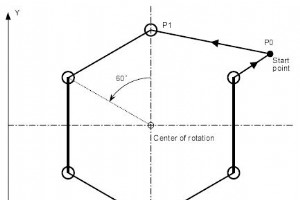
Fanuc G72.1 회전 복사 프로그래밍 예제, G72.1 G 코드를 사용하여 회전 운동을 하는 도형을 반복적으로 생성합니다. Fanuc G72.1 회전 카피 G72.1 Rotational Copy G-code를 사용하여 하위 프로그램에서 지정한 도형을 회전 운동으로 반복적으로 생성할 수 있습니다.자세히 보기 Fanuc G72.1 Rotational Copy(Figure Copy 기능 CNC Mill) Fanuc G81 드릴링 사이클 G81 드릴링 사이클은 간단한 드릴링/스폿 드릴링 작업에 사용됩니다.프로그램 예제가 포함된 전
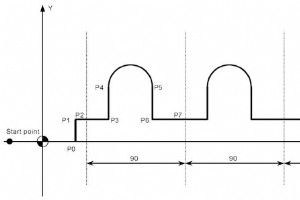
Fanuc G72.2 선형 복사 G72.2 Linear Copy G-코드를 사용하면 하위 프로그램에서 지정한 그림을 Linear로 반복해서 생성할 수 있습니다. 움직임. 프로그래밍 G72.2 P... L... I... J... 매개변수 매개변수 설명 피 하위 프로그램 번호 L 작업이 반복되는 횟수 나 X축을 따라 이동 J Y축을 따라 이동 G 코드 데이터 모달/비모달 G-코드 그룹 비모달 00 프로그래밍 노트 참고 G72.2 블록에서 P, L, I 및 J 이외의 주소는 무시됩니다. P, I 및 J는 항상 지
이 CNC 프로그램 예는 G72.1 및 G72.2 그림 복사 기능이 하나의 부품 프로그램에서 서로를 호출하는 방법을 보여줍니다. 아래 프로그래밍 참고 사항을 주의 깊게 읽으십시오. 프로그래밍 Fanuc G72.1 회전 카피 G72.1 회전 복사 G 코드를 사용하여 하위 프로그램에서 지정한 도형을 회전 운동으로 반복 생성할 수 있습니다. .프로그램 예 Fanuc G72.1 회전 복사(그림 복사 기능 CNC 밀)로 G72.1 정의 읽기 화낙 G72.2 리니어 카피 G72.2 선형 복사 G 코드를 사용하여 하위 프로그램에서 지정한 그

Okuma OSP-P300S/P300L Alarm-B 목록.Okuma cnc 제어 장치를 사용하여 cnc 기계에서 작업하는 cnc 기계공용. 오쿠마 알람 분류 OSP와 관련된 알람은 다음과 같이 5가지 유형으로 분류됩니다. 알람 P 알람 A 알람 B(아래에 나열됨) 알람 C 알람 D 오류 다음은 Okuma OSP-P300S/P300L CNC 시스템용 Okuma B 유형 알람 목록입니다. 오쿠마 알람 B 목록 2049 PLC 축 스트로크 엔드 오버 2050 PLC 축 명령 2051 PLC 축 연속 포지셔닝 오버 2052

Haas M00 정지 프로그램 M00 코드는 프로그램을 중지하는 데 사용됩니다. Haas M00은 축 스핀들 냉각수 끄기(스핀들 냉각수 포함) 다음 블록(M00 다음 블록)은 프로그램 편집기에서 볼 때 강조 표시됩니다. 주기 시작을 누르면 강조 표시된 블록에서 프로그램 작업이 계속됩니다. M 코드 데이터 모달/비모달 밀/선반 모달 둘 다 프로그래밍 M00 프로그래밍 예시 %O10023 ;T2 M06 (5/8 DIA. 2 FLT END MILL) ;G90 G54 G00 X-2.35 Y2.35 S1604 M03

Haas M01 선택적 프로그램 정지 M01은 선택적 정지 기능이 켜져 있어야 한다는 점을 제외하면 M00과 동일하게 작동합니다. M 코드 데이터 모달/비모달 밀/선반 모달 둘 다 프로그래밍 M00 Haas M00 작업 비디오 관련 설정 17 – 중지 잠금 선택 39 – M00, M01, M02, M30에서 신호음
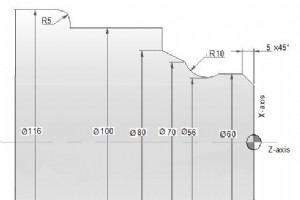
CNC 터닝 센터/cnc 선반 기계에서 작업하는 cnc 기계 기술자를 위한 이해하기 쉬운 CNC 터닝 센터/cnc 선반 프로그래밍 예제.이 cnc 프로그래밍 예제는 초보자 수준의 cnc 프로그래머/기계 기술자를 위한 cnc 학습 프로그래밍 연습으로 사용할 수 있습니다. CNC 터닝 센터 프로그래밍 예 N10 T03 D03 M06N20 G97 S900 M04N30 G00 G42 X40 Z5N40 G92 S3500N50 G96 S250N60 G01 X60 Z-5 F0.1N70 Z-15N80 X56 Z-20N90 G02 X70 Z-

CNC 기계 기술자/프로그래머를 위한 Doosan MX 시리즈 M 코드 목록입니다. 상위 유닛과 하위 유닛 모두에 대한 M-코드가 제공됩니다. 두산 MX 시리즈 CNC 이 M 코드 목록은 다음 cnc 기계,Doosan PUMA 시리즈에서 작동합니다. MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S Doosan MX 시리즈 M-코드 목록 M-코드 상위 유닛 하단 유닛 M00 프로그램 정지 프로그램 정지 M01 옵션 프로그램 중지 옵션
CNC 기계 기술자/프로그래머를 위한 Doosan TT 시리즈 M 코드 목록입니다. 상위 유닛과 하위 유닛 모두에 대한 M-코드가 제공됩니다. 두산 TT 시리즈 CNC 이 M 코드 목록은 다음 cnc 기계,Doosan PUMA 시리즈에서 작동합니다. TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY 두산 TT 시리즈 M-코드 목록 M-코드 상위 유닛 하단 유닛 M00 U-프로그램 정지 L-프로그램 정지 M01 U-선택적 중지 L-선택적 중지 M02 U-프로그램 종료 L-프로그램 종료 M

두산 MX 시리즈 CNC 머시닝 센터/CNC 선반 알람 목록. 두산 MX 시리즈 CNC 알람은 다음 CNC 기계에서 작동합니다.두산 PUMA 시리즈 MX2000, MX2000L/T/LT/S/LS/LST MX2500, MX2500L/T/LT/S/LS/LST MX3000, MX3000S 두산 MX 시리즈 알람 목록 알람 번호 메시지 2001 비상 버튼을 누르거나 축의 오버 트래블이 감지되면 비상 버튼을 해제하고 오버 트래블 체크를 위해 제한 스위치를 놓으십시오. 2002 메인 스핀들 모터와 서보 유닛의 알람이 감지되었습니다

두산 TT 시리즈 CNC 머시닝 센터/CNC 선반 알람 목록. 두산 TT 시리즈 CNC 알람은 다음 CNC 기계에서 작동합니다.두산 PUMA 시리즈 TT1500MS/SY TT1800MS/SY TT2000SY TT2500MS/SY 두산 TT 시리즈 알람 목록 알람 메시지 2001 비상 버튼을 누르거나 축의 오버 트래블이 감지되면 비상 버튼을 해제하고 오버 트래블 체크를 위해 제한 스위치를 놓으십시오. 2002 왼쪽 스핀들 모터와 서보 유닛의 알람이 감지되었습니다. 서보 유닛의 알람 표시를 확인한 다음 전원을 껐다가 다시
공구 마모를 보정하는 데 사용되는 공구 오프셋 값의 일부입니다.
CNC 기계





