산업 제조

Haas M35 냉각수 꼭지 위치 위로 M35 냉각수 꼭지 위치 위로, 감소(-1) M35는 냉각수 꼭지 위치를 한 단계 위로 줄입니다.꼭지 위치를 낮추면 꼭지 홈 위치를 향해 위로 올라갑니다. 홈 포지션은 0으로 지정됩니다. M35 예 M35 현재 스피곳 위치가 5이고 M35가 실행되면 현재 스피곳 위치가 4까지 이동합니다. 수평 밀의 스피곳 홈 위치는 스피곳을 가장 양의 Z축 위치에 배치합니다. 마개를 낮추면 냉각수 흐름 방향이 높아집니다. 관련 Haas 머시닝 센터:프로그래밍 가능한 절삭유 노즐 사용Haas 알람

Haas 프로그래밍 가능 절삭유 노즐 냉각수 주입구를 손으로 돌리지 마십시오. 심각한 모터 손상이 발생합니다. 프로그래밍 가능한 냉각수 노즐 사용Haas Alarm 196 냉각수 꼭지 오류M34 냉각수 꼭지 위치 하강M35 냉각수 꼭지 위치 상승

Haas 프로그래밍 가능 절삭유 노즐 Haas CNC 수직 및 수평 CNC 머시닝 센터(VMC 및 HMC)는 프로그래밍 가능한 냉각수 노즐(P-Cool)과 함께 사용할 수 있어 각 공구의 절단 영역에서 냉각수를 정확하게 자동으로 보냅니다. 페이지:1 2 3 4
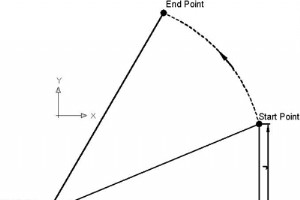
원형 보간 개념 및 프로그래밍 시리즈 4부에서는 아크 반경(R)이 직접 지정되지 않은 경우 아크에 대한 CNC 프로그램을 만드는 방법을 설명합니다. 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예시) 원호 보간 개념 및 프로그래밍 파트 6(사용 및 연습) 아크 전용 아크 센터 프로그래밍 아크
원형 보간 개념 및 프로그래밍 시리즈의 5번째 부분인 이 기사에서는의 사용에 대해 설명합니다. G90 앱솔루트 프로그래밍 G91 증분 프로그래밍 G90/G91을 모두 설명하는 cnc 프로그램 예제 코드 포함 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예제) 원호 보간 개념 및 프로그래밍 파

주로 터닝을 수행하지만 밀링 작업을 수행하기 위한 라이브 툴링(터릿의 스핀들)이 있는 공작 기계입니다. 소프트웨어 관점에서 터닝 센터는 전송 및 원통형 변환을 수행하는 NC의 기능으로 가능합니다. 로터리 컨투어링 축과 동일하게 기능할 수 있는 최신 스핀들 드라이브는 터닝 센터를 경제적으로 매력적으로 만듭니다. 일부 터닝 센터에는 Y축도 있습니다.
Siemens 수치 제어의 브랜드 이름입니다. 수치 제어를 설계하고 제조하는 Siemens 조직 단위의 이름입니다.
원형 보간 개념 및 프로그래밍 시리즈의 6번째 부분인 이 기사에서는 원형 보간의 사용에 대해 설명하고 마지막에는 CNC 기계 기술자가 이 기사 시리즈에서 배운 내용을 프로그래밍, 적용 및 테스트하기 위한 두 가지 연습이 제공됩니다. 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예시) 원호 보간 개
Haas G72 Type I 황삭 주기/G70 마감 주기의 사용 및 프로그래밍을 설명하기 위한 Haas 선반 프로그래밍 예제.위의 코드는 거의 또는 전혀 변경 없이 Fanuc cnc 제어 기능이 있는 cnc 선반 기계에서도 작동합니다.이 Haas 선반 프로그래밍 예에서 사용되는 모든 G 코드/M 코드는 아래에 설명과 함께 제공됩니다. Haas G72 유형 I 황삭 G70 정삭 페이싱 사이클 프로그램 예 Haas G72 유형 I 황삭 및 G70 정삭 페이싱 프로그램 예 O00096N1 (G72 ROUGHING FACE)N2 G53
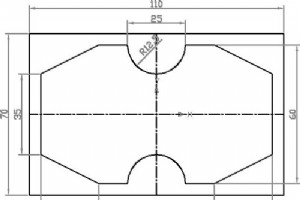
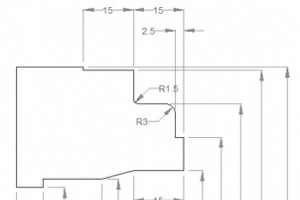
이 원형 보간 프로그래밍 예제는 원형 보간이 무엇이고 어떻게 프로그래밍하는지 보여줍니다. 이 연습을 진행하기 전에 먼저 원형 보간 개념 및 프로그래밍을 읽어야 합니다. 기사(아래에 나열됨). 기사를 읽은 후에는 이 예를 매우 간단하고 기본적인 작업으로 이해하는 것이 편할 것입니다. 원형 보간 개념 및 프로그래밍 도움말 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R
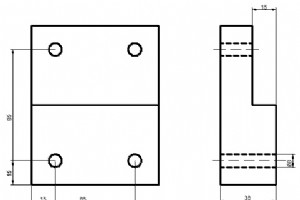
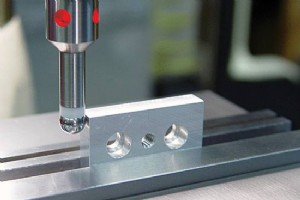
G81 드릴링 사이클 프로그램 예는 스텝 블록을 경제적으로 드릴링할 수 있는 방법을 보여줍니다.CNC 프로그램 코드는 자명하며 복잡한 기술이 사용되지 않습니다. G81 드릴링 2단계 블록 G81 드릴링 2단계 블록 N10 T4 M6 (TWIST DRILL 8”)N15 G90 G54 G00 X15 Y15N20 S1000 M3 F100N25 G43 H01 Z2 M8N30 G81 R2 Z-42N35 X65N40 Y85 R-13N45 X15N50 G80 Z50 M5N55 M30
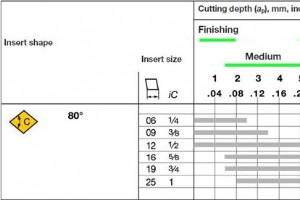
다음 이미지는 Sandvik Coromant 선삭 공구 - 일반 선삭 카탈로그에서 가져온 것입니다.아래 차트는 여러 일반 선삭 인서트에 대한 샌드빅 코로만트 권장 사항을 보여줍니다. CNMG, DNMG, RNMG, SNMG, TNMG, VNMG, WNMG, KNMX 절단 깊이 권장 사항 CNMM 06, 09, 12, 16, 19, 25mm 절삭날 길이와 같이 모든 인서트에 대해 여러 절삭날 길이가 제공되는 것을 볼 수 있습니다.이제 인서트에 대한 데이터를 쉽게 얻을 수 있습니다. CNMM 120408, CNMG 190624 또는
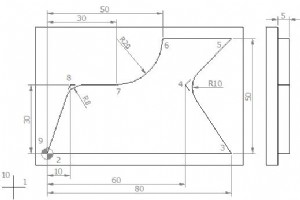
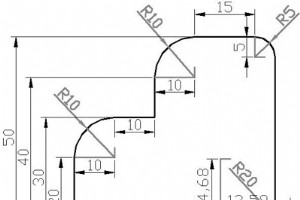
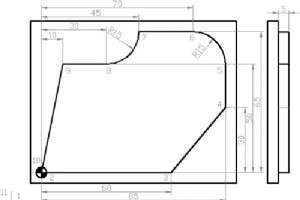
이 예제 도면은 약간 복잡해 보이지만 프로그래밍하기는 매우 쉽습니다. 이 연습을 진행하기 전에 원형 보간 기사를 먼저 읽어야 합니다. 원형 보간 개념 및 프로그래밍 도움말 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예시) 원호 보간 개념 및 프로그래밍 파트 6(사용 및 연습) 그리고 운동 번호. 1 원호 보간 프로그
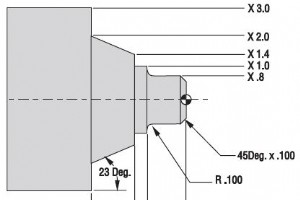
CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 ID/OD(선삭/보링 작업)가 포함된 전체 CNC 프로그래밍 예제입니다. CNC프로그래밍을 배우려는 분들의 필수 학습/연습입니다. 이 프로그래밍 예제의 추가 이점은 이 프로그래밍 예제에서 CNC 선반 고정 사이클이 사용되지 않는다는 것입니다. CNC 선반 기본 프로그래밍 예(터닝 보링 작업) CNC 선반 예 터닝 보링 O0000 N10 (ø30 DRILL) G50 T0200 G97 S250 M03 G00 X0 Z5.0 T0202 M08 G01 Z-5.0 F0.07 W1.

ProtoTRAK CNC 컨트롤을 사용하여 CNC 선반/밀 머신에서 작업하는 CNC 기계 기술자는 Southwestern Industries 웹사이트에서 컨트롤 매뉴얼을 무료로 다운로드할 수 있습니다 . canuckmachineworks.ca ProtoTRAK 매뉴얼 ProtoTRAK 설명서는 Southwestern Industries 웹사이트에서 다운로드할 수 있습니다. 다음은 설명서 중 일부입니다. TRAK TRL SX 선반 및 ProtoTRAK SLX CNC 안전, 프로그래밍, 작동 및 관리 매뉴얼 TRAK TRL 15
CNC 밀링 머신 설정 방법 CNC 밀링 머신 설정 방법이라는 질문에 답하기 전에 고려해야 할 많은 요소가 있습니다. 기계가 수직입니까, 수평입니까? 기계에는 몇 개의 축이 있습니까? 공구 포탑의 용량은 얼마입니까? 파트(작업물)를 어떻게 잡을 계획입니까? 또한와 같은 몇 가지 기본 머신 프랙티스를 알고 있다고 가정합니다. 엣지 파인더 사용 방법 기기 제어를 탐색하는 방법 기본 CNC 제어 명령에 대한 지식. LED 에지 파인더 CNC 밀링 머신 설정 방법 이제 모든 CNC 밀링 머신 설정 절차가 조금씩 다르지만
CNC 프로그래밍에서 여러 fanuc 고정 사이클의 사용을 보여주는 Fanuc 프로그래밍 예제, 이 cnc 선반 프로그래밍 예제에서는 다음 고정 사이클이 사용됩니다. G71 거친 터닝 사이클 G72 페이싱 사이클 G70 마침 주기 보링 작업용 Fanuc G71 이 프로그래밍 예제는 내부 가공(보링 작업)에 G71 선삭 사이클을 사용하는 방법도 보여줍니다. 따라서 구성 요소 내부에서 여분의 스톡을 제거하려는 경우 내부 스톡 제거에도 Fanuc G71 선삭 사이클을 사용할 수 있습니다. Fanuc 프로그래밍 예 Fanuc 통조
하스 밀 Haas Mill에 대해 얼마나 알고 계십니까? 다음은 Haas 밀 설정과 관련된 일련의 질문이므로 Haas 밀을 내부적으로 얼마나 알고 있는지 테스트할 수 있습니다. Haas 일련번호 Haas Control의 일련번호는 무엇이며 Haas 설정에서 어디에 나열되어 있습니까? 답변: 모든 Haas Control의 일련번호는 설정 26에 나열되어 있습니다.기계마다 일련번호가 다르며 변경할 수 없습니다.자세한 정보 Haas 설정 26 일련번호 페이지:1 2 3 4 5 6 7 8 9
블록의 총 문자 수(블록 끝 코드 직후부터 시작하여 다음 블록 끝 코드에서 끝남)가 짝수인지 홀수인지 확인합니다.
공작물에서 공구를 후퇴시켜 가공 중(파손된 경우) 공구를 교환하거나 가공 상태를 확인하고 공구 위치를 변경하여 가공을 다시 시작합니다.
CNC 기계