산업 제조
제출자:Brian 그림/이미지 CNC 프로그램 %O0001(PROGRAM#)(PROGRAM NAME - PART1)(SAMPLE PART)N1( 1” FLAT ENDMILL TOOL )T1 M6M1N100 G0 G90 G54 X-1. Y0. S3056 M3G43 H1 Z.1 M8 T2(PROFILE)G1 Z-1. F24.4G41 D51 X-.5Y1.75G2 X.25 Y2.5 I.75G1 X3.5G2 X4.5 Y1.5 J-1.G1 Y.75G2 X3.25 Y-.5 I-1.25G1 X0.G2 X-.5 Y0. J.5G1 G40 X-1.G
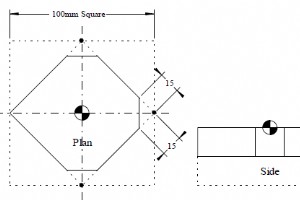
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 10103 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 1 L+0 R+104 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 CHF 1511 L X+50 Y+012 CHF 1513 L X+0 Y-5014 CHF 1515 L X-50 Y+016 DEP ?17 TOOL CALL 0
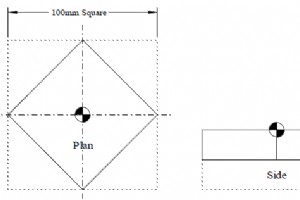
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 10102 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-20 Y-20 R0 FMAX M137 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 L X+50 Y+011 L X-50 Y+012 L X-50 Y+013 DEP ?14 TOOL CALL 015 L M616 M3017 END PGM 10102 MM

제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 10104 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 L X-70 Y-20 R0 FMAX M37 L Z-20 FMAX8 APPR ?9 L X+0 Y+5010 RND R1511 L X+50 Y+012 RND R1513 L X+0 Y-5014 RND R1515 L X-50 Y+016 DEP ?17 TOOL CALL 018 L M6

Haas CNC 선반/밀에서 작업하는 CNC 기계 기술자를 위한 Haas 매개변수 목록(밀/선반). 매개변수는 기계의 작동을 변경하는 거의 수정되지 않는 값입니다. 여기에는 서보 모터 유형, 기어비, 속도, 저장된 스트로크 제한, 볼스크류 보정, 모터 제어 지연 및 매크로 호출 선택이 포함됩니다. 이들은 모두 사용자가 거의 변경하지 않으며 매개변수 잠금 설정으로 변경되지 않도록 보호해야 합니다. 매개변수를 변경해야 하는 경우 Haas 또는 대리점에 문의하십시오. 매개변수는 설정 7에 의해 변경되지 않도록 보호됩니다.설정 페이지에는

Haas CNC에 전원을 켤 수 없음/자체적으로 꺼짐/키보드 신호음이 울리는 등의 문제가 있는 경우 취할 수 있는 몇 가지 문제 해결 단계가 있습니다. 진행하기 전에 경고:일부 기계 및 전기 서비스 절차는 매우 위험하거나 생명을 위협할 수 있습니다. 귀하의 기술 수준과 능력을 파악하십시오. 주의! 기계에 필요한 전기 서비스로 작업하는 것은 매우 위험할 수 있습니다. 머신 전원을 켤 수 없습니다. 기계의 입력 전압을 확인하십시오. 전기 캐비닛의 오른쪽 상단에 있는 주 회로 차단기를 확인하십시오. 스위치는 켜짐 위치에 있어야

CNC 기계공을 위한 Mazak INTEGREX M 코드 목록입니다.Mazak INTEGREX 300/400-III/III T/IIIS/IIIST용 기타 기능(M-코드) Mazak M 코드 목록 M-코드 설명 M00 프로그램 정지 M01 선택적 중지 M02 프로그램 종료 M03 스핀들 정상 회전 M04 스핀들 역회전 M05 스핀들 정지 M06 척 언클램프(작업물 해제) M07 척 클램프(공작물 고정) M08 플러드 냉각수 ON M09 냉각수 OFF M10 M11 M12 밀링 스핀들 모드 취소(터닝 모드
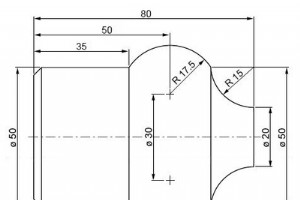
CNC 선반용 G02 G03으로 두 개의 결합된 아크를 프로그래밍하는 방법을 보여주는 CNC 프로그램 예 첫 번째 아크는 G02 R을 사용하여 프로그래밍되지만 두 번째 아크는 G03 I K를 사용하여 프로그래밍됩니다. G02 G03 프로그래밍 예제 G02 G03 프로그래밍 예 N50 G00 X20 Z85N60 G96 S200N70 G01 Z80N80 G02 X50 Z65 R15N90 G03 X50 Z35 I-10 K-15N100 G00 X80N110 G97 S900 M05N120 M30

Mazak INTEGREX 300/400-III/III T/IIIS/IIIST CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Mazak G 코드 목록입니다. Mazak G 코드 G 코드 함수 G00 포지셔닝 G01 선형 보간 G01.1 C축 보간으로 스레딩 G02 원호 보간(CW) G03 원호 보간(CCW) G02.1 나선형 보간(CW) G03.1 나선형 보간(CCW) G04 드웰 G05 고속 가공 모드 G06.1 미세 스플라인 보간 G06.2 NURBS 보간 G07 가상축 보간 G07.1 원통 보간

MAZAK 머시닝 센터에서 작업하는 CNC 기계 기술자를 위한 Mazak G 코드 목록입니다. Mazak G 코드 목록 G 코드 함수 G00 포지셔닝 G01 선형 보간 G01.1 C축 보간으로 스레딩 G02 원호 보간(CW) G03 원호 보간(CCW) G02.1 나선형 보간(CW) G03.1 나선형 보간(CCW) G04 드웰 G05 고속 가공 모드 G06.1 미세 스플라인 보간 G06.2 NURBS 보간 G07 가상축 보간 G07.1 원통 보간 G09 정위치 확인 G10 데이터 설정 모드 ON G10

CNC 기계공을 위한 Mazak plc 경보 목록. Mazak INTEGREX 300/400-II용 알람 목록 다른 Mazak 알람 목록은 다음 페이지를 참조하십시오. Mazak System/Drive 이상 (1번~99번, 1000번~1099번) Mazak CNC 기계 제어 오류(100번 – 199번, 1100번 – 1199번) Mazak PLC 기계 제어 에러 ( 200번 – 399번, 1200번 – 1399번 ) Mazak CNC 화면 작동 오류 (400번 – 499번, 1400번 – 1499번) Mazak I/O 에러
CNC 기계 기술자를 위한 Mach3 m 코드 목록입니다. 이 Mach3 m 코드는 밀링 및 터닝 모두에 적용됩니다. Mach3 M 코드 M 코드 의미 M0 프로그램 정지 M1 옵션 프로그램 중지 M3 프로그램 종료 M3/4 스핀들 시계 방향/반대 방향 회전 M5 스핀들 회전 중지 M6 공구 교환(2개의 매크로 사용) M7 미스트 냉각수 켜짐 M8 냉각수 주입 M9 모든 냉각수 꺼짐 M30 프로그램 종료 및 되감기 M47 첫 줄부터 프로그램 반복 M48 속도 및 피드 오버라이드 활성화 M49 속도 및 피드
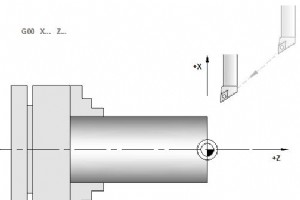
Haas G00 래피드 모션 포지셔닝 – Haas 선반 G00 G 코드는 기계 축을 최대 속도로 이동하는 데 사용됩니다. G00은 주로 각 공급(절단) 명령 전에 장비를 주어진 지점에 신속하게 배치하는 데 사용됩니다(모든 이동은 최고 속도로 수행됨). 프로그래밍 G00 X... Y... Z... U... W... C... B... 매개변수 매개변수 설명 X… Y… Z… U… W… C… B… Haas 선반 축 G 코드 데이터 모달/비모달 G-코드 그룹 모달 01 G00 G 코드는 모달이므로 G00이 있는 블록은 다
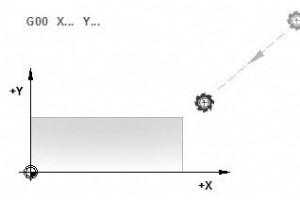
Haas G00 래피드 모션 포지셔닝 - Haas 밀 G00 G 코드는 기계 축을 최대 속도로 이동하는 데 사용됩니다. G00은 주로 각 공급(절단) 명령 전에 장비를 주어진 지점에 신속하게 배치하는 데 사용됩니다(모든 이동은 최고 속도로 수행됨). 프로그래밍 G00 X... Y... Z... A... 매개변수 매개변수 설명 X… Y… Z… A… Haas 밀 축 Haas G00 래피드 모션 포지셔닝 – Haas Mill G 코드 데이터 모달/비모달 G-코드 그룹 모달 01 G00 G 코드는 모달이므로 G00이

CNC 기계 기술자를 위한 Fanuc 15i 알람/오류. Fanuc 15i 알람 프로그램 오류/알람(P/S 알람) 프로그램 오류/프로그램 및 동작에 대한 알람(P/S 알람) PS001 축 제어 모드가 잘못됨 PS003 너무 많은 자릿수 PS006 빼기 기호 불법 사용 PS007 소수점 불법 사용 PS010 부적절한 G–코드 PS011 부적절한 NC–주소 PS012 잘못된 중단점 단어 PS013 불법 POS. OF 프로그램 번호. PS014 프로그램 번호의 불법 형식 PS015 한 블록에 너무 많은 단어 PS016 EOB를 찾

CNC 기계 기술자를 위한 Fanuc 10/11/12 알람/오류 코드. Fanuc 10/11/12 알람 코드 프로그램 오류/알람(P/S 알람) 프로그램 오류/프로그램 및 동작에 대한 알람(P/S 알람) PS003 너무 많은 자릿수 PS006 음수 값 불법 사용 PS007 소수점 불법 사용 PS010 부적절한 G–코드 PS011 부적절한 NC–주소 PS012 잘못된 중단점 단어 PS013 불법 POS. OF 프로그램 번호. PS014 프로그램 번호의 불법 형식 PS015 한 블록에 너무 많은 단어 PS016 EOB를 찾을 수
CNC 기계 기술자를 위한 Fanuc 시리즈 15 알람/오류. Fanuc 시리즈 15 알람 프로그램 오류/알람(P/S 알람) 프로그램 오류/프로그램 및 동작에 대한 알람(P/S 알람) PS003 너무 많은 자릿수 PS006 빼기 기호 불법 사용 PS007 소수점 불법 사용 PS010 부적절한 G–코드 PS011 부적절한 NC–주소 PS012 잘못된 중단점 단어 PS013 불법 POS. OF 프로그램 번호. PS014 프로그램 번호의 불법 형식 PS015 한 블록에 너무 많은 단어 PS016 EOB를 찾을 수 없음 PS017 G

Selca CNC 4000/3000 시리즈는 Selca CNC 컨트롤을 사용하여 CNC 기계에서 작업하는 CNC 기계공을 위한 G-기능/G-코드를 제어합니다. 이 Selca G 기능은 다음 Selca cnc 컨트롤에서 작동합니다. 셀카 S4000 시리즈 – S4040, S4040, S4045P,S4060D 셀카 S3000 시리즈 – S3040, S3045, S3045P, S3035D 셀카 G 기능 일반 G-기능 G 코드 설명 G00 축 신속한 포지셔닝 G01 선형 보간 G02 시계 방향 원형/나선형 보간 G03 시계

D.Electron Z32 cnc 제어로 cnc 밀/선반 기계에서 작업하는 CNC 기계공은 D.Electron 웹사이트(아래 링크 제공)에서 D.Electron Z32 프로그래밍 매뉴얼을 무료로 다운로드할 수 있습니다. D.Electron Z32 CNC 매뉴얼 사용 가능한 언어 이 Z32 CNC 프로그래밍 설명서는 여러 언어로 제공됩니다. 등 영어 이탈리아어 프랑스어 Z32 프로그래밍 설명서 다음 Z32 설명서는 PDF 형식으로 다운로드할 수 있습니다. CNC Z32 프로그래밍 가이드(밀링 머신) CNC Z32 프로그래
NUM 1020/1040/1060T G NUM cnc 컨트롤이 있는 cnc 선반 기계에서 작업하는 cnc 기계공을 위한 코드 목록입니다. NUM 1020/1040/1060T G 코드 G 코드 설명 G00 고속 선형 보간 G01 프로그래밍된 이송 속도에서 선형 보간 G02 프로그래밍된 이송 속도에서 시계 방향 원형 보간 G03 프로그래밍된 이송 속도에서 시계 반대 방향 원형 보간 G04 프로그래밍 가능한 드웰 G05 경사축 이동 G06 스플라인 곡선 실행 명령 G07 경사 축에서 가공하기 전에 초기 공구 위치 지정
CNC 기계