

산업 제조
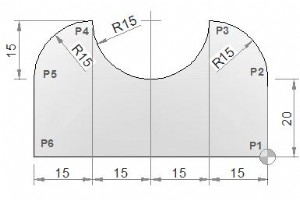
여러 아크를 결합/결합하는 CNC 밀링 머신 프로그램입니다. 다중 아크 CNC 밀 프로그램 G2 G3 I J CNC 파트 프로그램 N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X0 Y0 (P1)N25 G1 Y20 (P2)N30 G3 X-15 Y35 I-15 J0 (P3)N35 G2 X-45 Y35 I-15 J0 (P4)N40 G3 X-60 Y20 I0 J-15 (P5)N45 G1 Y0 (P6) N50 G1 X0 (P1) N55 M30 G M S T 코드 설명 코드 설명 G0 빠른 트래버스 G1 선형
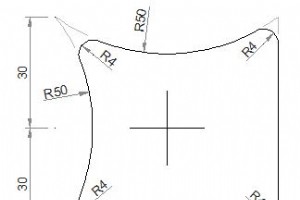
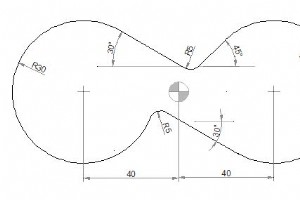
G02 G03 원형 보간 CNC 밀 예제 프로그램. G02 G03 예 CNC 밀 CNC 파트 프로그램 G0 X30 Y-30 (P1)G1 Y22.67 (P2)G3 X24.07 Y26.18 R4 (P3)G2 X-18.27 Y23.46 R50 (P4)G3 X-23.46 Y18.27 R4 (P5)G2 X-23.46 Y-18.27 R50 (P6)G3 X-18.27 Y-23.46 R4 (P7)G2 X24.07 Y-26.18 R50 (P8)G3 X30 Y-24.67 R4 (P9)G1 X33 G M S T 코드 설명 코드 설명 G0 빠른
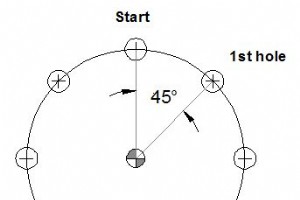
Fadal L93NN 볼트 홀 서클(BHC) Fadal L93NN 서브루틴은 일반적으로 Bolt Hole Circle이라고 하는 원에서 패턴 드릴링에 사용됩니다. 프로그래밍 N5 L93NN R0... R1... R2... 매개변수 매개변수 설명 R0 시작 위치에서 원의 중심까지의 X축 방향 및 거리 R1 시작 위치에서 원 중심까지의 Y축 방향 및 거리 R2 구멍 사이의 각도 스텝.양각 스텝은 볼트 원 주위로 CCW로 이동합니다.네거티브 각도 스텝은 볼트 원 주위로 CW로 이동합니다. NN 드릴할 구멍의 수입니다. 예를 들어
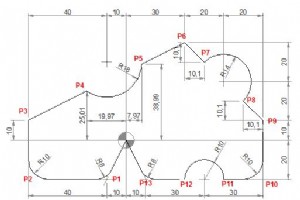
기본 CNC 프로그래밍 기술을 배우기 시작한 CNC 기계 기술자 프로그래머를 위한 CNC 밀 프로그램입니다. CNC 밀 예제 프로그램 CNC 프로그램 N40 G90 G00 X0 Y0N50 G01 X-10 Y-20 R8 (P1)N60 G01 X-50 R10 (P2)N70 Y10 (P3)N80 X-19.97 Y25.01 (P4)N90 G03 X7.97 Y38.99 R18 (P5)N100 G01 X30 Y50 (P6) N110 G91 X10.1 Y-10.1 (P7)N120 G90 G02 X59.9 Y20.1 R14 (P8)N130 G
CNC 기계공을 위한 CNC 밀 프로그램 예. CNC 밀 프로그래밍 예 CNC 프로그램 G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14 Y-11.13 R5 (P8)G2 X-70 Y0 R30 (P1)G1 X-60 G M S T 코드 설명 코드 설명 G00 빠른
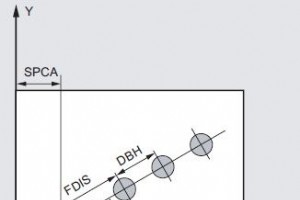
Sinumerik HOLES1 홀 행 Sinumerik HOLES1 주기는 직선에 일련의 구멍을 생성하는 데 사용됩니다. 프로그래밍 G17 비행기 활성화 HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM) 매개변수 매개변수 설명 SPCA X축 기준점(절대) SPCO Y축 기준점(절대) STA1 시작 각도(–180~180도) FDIS 기준점에서 첫 번째 홀까지의 거리(부호 없음) DBH 구멍 사이의 거리(부호 없음) NUM 드릴 구멍 수 프로그램 예시 N10 G90 F30 S500
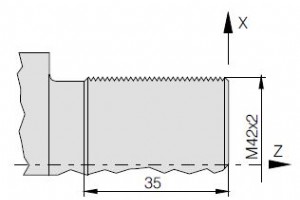
제출자:Sinumerik Programmer 그림/이미지 CNC 프로그램 G54G53 G0 X610 Z350T5 D1 G95 S1000 M4G0 X44 Z12CYCLE97(,42,0,-35,42,42,10,3,2.76, ,30, ,5,2,3,1,1)G0 X200 Z100M30
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+57 Y+25 Z+2 R0 FMAX M036 L Z-5 R F80 M7 L X+20 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
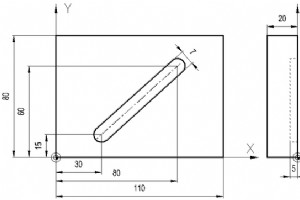
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+3.54 TOOL CALL 1 Z S 22005 L X+30 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+80 Y+60 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
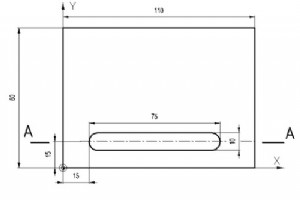
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+20 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+85 Z-7 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
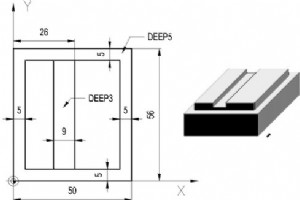
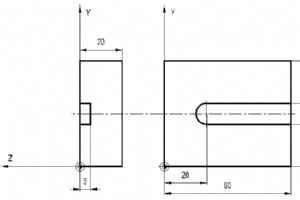
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+4,54 TOOL CALL 1 Z S 22005 L X+5 Y-7 Z+2 R0 FMAX M036 L Z-5 RL F40 M7 L Y+51 R F80 M8 L X+45 R F M9 L Y+5 R F M10 L X-10 R F M11 L Z+2 R0 FMAX M12 L X+26 Y-7 R0 FMAX M13 L Z-3 RL F4
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+3,54 TOOL DEF 2 L+0 R+35 TOOL CALL 1 Z S 24006 L X+5 Y-7 Z+2 R0 FMAX M037 L Z-3 RL F40 M8 L Y+51 R F80 M9 L X+45 R F M10 L Y+5 R F M11 L X-10 R F M12 L Z+2 R0 FMAX M13 L X-7 Y-7 R0
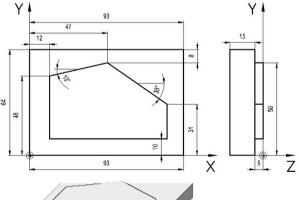
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-152 BLK FORM 0.2 X+93 Y+64 Z+03 TOOL DEF 1 L+0 R+174 TOOL CALL 1 Z S 24005 L X-20 Y+10 Z+2 R0 FMAX M036 L Z-5 RR F40 M7 L X+83 R F80 M8 L Y+31 R F M9 L X+47 Y+56 R F M10 L X+12 Y+48 R F M11 L Y-20 R F M12 L Z+2 R F M13 L X-40 Y+10
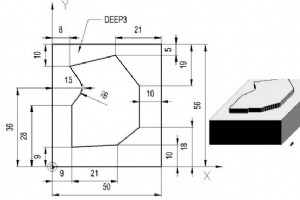
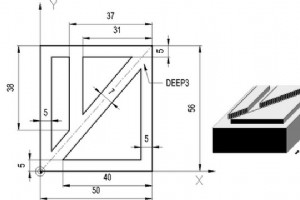
제출자:Brian 그림/이미지 CNC 프로그램 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+64 TOOL DEF 2 L+0 R+155 TOOL CALL 1 Z S 24006 L X-20 Y+9 Z+2 R0 FMAX M037 L Z-3 RR F40 M8 L X+30 Y+10 R F80 M9 L X+40 IY+8 R F M10 L Y+37 R F M11 L X+29 Y+51 R F M12 L X+8 IY-5 R F

제출자:Tanveer 그림/이미지 CNC 프로그램 O1234 (Program Number)N5 G90 G20 (ABSOLUTE COORDINATE. IN INCHES)N10 M06 T3 (TOOLCHANGE TO TOOL #3)N15 M03 S1250 (SPINDLE ON CW AT 1250RPM)N20 G00 X1 Y1 (RAPID OVER TO X1 Y1)N25 Z0.1 (RAPID DOWN TO Z0.1)N30 G01 Z-0.125 F5 (FEED DOWN TO Z-0.125 AT 5IPM)N35 X3 Y2 F10 (FEED

제출자:기계공 CNC 프로그램 T? M6 (THREADMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1002 A? B? D?(A = THREAD DIAMETER)(B = PITCH)(D = RADIUS OFFSET NUMBER)M30O1002#11=[[#1*0.8]/2]#12=[[#1/2]-#11];G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11 Z#2/4J-[#1/2] Z#2X-#11 Y-#11 R#11 Z#
제출자:기계공 CNC 프로그램 T? M6 (ENDMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1001 A? D?(A = C/BORE DIAMETER)(D = RADIUS OFFSET NUMBER)M30O1001#11=[[#1*0.8]/2]#12=[[#1/2]-#11]G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11J-[#1/2]X-#11 Y-#11 R#11G1 G40 X#11G0 G90 Z100M99
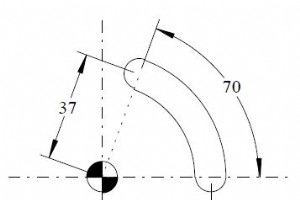
제출자:기계공 그림/이미지 CNC 프로그램 ;A = #1 (Start Angle 0 degrees);B = #2 (Start Radius);C = #3 (Increment angle for accuracy calculations.);I = #4 (Finish Angle);J = #5 (Finish radius);K = #6 (Milling feed)O2222T5 M6G0 G90 G40 G21 G17 G94 G80G54 X35 Y0 S500 M3G43 Z100 H?Z5G1 Z-0.5 F200G65 P8999 A0 B35 C0.01
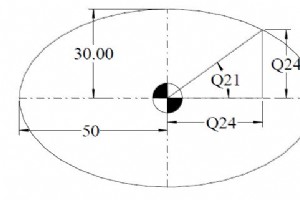
제출자:기계공 그림/이미지 CNC 프로그램 T1 M6G0 G90 G40 G21 G17 G94 G80G54 X0 Y0 S? M3G43 Z5 H?G1 Z-? F?#20 = 2 ; Incremental degree calculation#21 = 0 ; Start Angle#22 = 30 ; Y Axis Radius#23 = 50 ; X Axis RadiusG41 X#23 D? ; Compensation motion to right side of internal pocketN10 #21 = [#21 + #20] ; Angular Coun
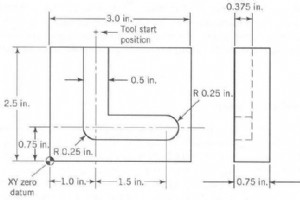
제출자:Brian 그림/이미지 CNC 프로그램 % (Indicates start of program)N005 G90 G70 (Specifies absolute dimensions, inch units)N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool)N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point)N020 G01 Z-375 M03 S500 F10 (Turns on sp
CNC 기계





