

산업 제조

Heidenhain TNC 640/530/410/426/430/320용 Heidenhain M 코드(기타 기능) 하이덴하인 TNC 320 하이덴하인 M 코드 M 코드 설명 M0 프로그램 실행 중지(Spindle STOP, Coolant OFF) M1 옵션 프로그램 STOP(스핀들 STOP, 절삭유 OFF) M2 프로그램 실행 중지(스핀들 정지, 냉각수 꺼짐, 블록 1로 이동, 상태 표시 지우기(기계 매개변수에 따라 다름)) M3 시계 방향으로 스핀들 ON M4 시계 반대 방향으로 스핀들 ON M5 스핀들 정지 M6

NUM CNC 컨트롤 NUM 1000/1020/1040/1050/1060 T 및 G에 대한 전체 오류 코드 목록 NUM 1060 CNC 제어 NUM CNC 제어 오류 기타 오류 및 시스템 오류 오류 번호 오류의 의미 1 알 수 없는 문자/시스템에서 인식되지 않는 축함수 뒤에 너무 많은 숫자가 있음기호를 허용하지 않는 기능 뒤에 기호가 있음?에 의해 신호되는 잘린 블록 드립 피드 모드에서 CLOSE를 통해 2 알 수 없는 G 함수 또는 G 뒤에 누락된 필수 인수 3 잘못 배치된 G 코드의 속성 4 옵션이 활성화되지 않았거나

4일 이상 유휴 상태인 모든 스핀들은 6,000RPM 이상에서 작동하기 전에 열 순환을 해야 합니다. 이렇게 하면 윤활유 침전으로 인한 스핀들의 과열 가능성을 방지할 수 있습니다. 이 20분 워밍업 프로그램은 스핀들이 천천히 속도를 높이고 스핀들이 열적으로 안정화되도록 합니다.이 프로그램은 고속 사용 전에 스핀들 워밍업을 위해 매일 사용할 수도 있습니다. 프로그램 번호는 O02020(스핀들 워밍업)입니다. 스핀들 워밍업 프로그램 O02020 (Spindle Warm-Up)S500 M3;G04 P200.;S1000 M3;G04 P2
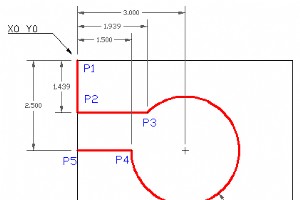
CNC 밀링 머신에서 아크를 밀링할 수 있는 방법을 보여 주는 그림이 포함된 CNC 프로그램 예제 코드.G02 I 및 J가 포함된 시계 방향 원형 보간은 아크 가공에 사용됩니다. G2 원형 보간 CW G2 X... Y... I... J... 매개변수 설명 X 호 끝점의 x축 좌표입니다. Y Y축에서 호 끝점의 좌표 나 원호 시작점에서 X축 원호 중심점까지의 거리 J 호 시작점에서 Y축의 호 중심점까지의 거리 프로그램 예시 G2 I &J를 이용한 밀링 아크 G0 X0 Y0 (P1)G1 X0 Y-1.493 F... (P

Okuma cnc 선반 기계에서 작업하는 cnc 기계 기술자를 위한 완전한 Okuma 선반 G 및 M 코드 목록입니다. Okuma CNC 선반 OSP-P200L Okuma 선반 G 코드 G 코드 설명 G00 포지셔닝 G01 선형 보간 G02 원호 보간(CW) G03 원호 보간(CCW) G04 드웰 G20 홈 위치 명령 G21 ATC 홈 위치 명령 G22 토크 건너뛰기 명령 G28 토크 제한 명령 취소 G29 토크 제한 명령 G30 사이클 건너뛰기 G31 고정 실 자르기 주기:세로 G32 고정 실 자르기 주

Okuma CNC 밀링 머신에서 작업하는 CNC 기계 기술자를 위한 전체 Okuma Mill G 및 M 코드 목록입니다. 오쿠마 밀 OSP-P200M Okuma Mill G 코드 G 코드 설명 G00 포지셔닝 G01 선형 보간 G02 원호 보간 – 헬리컬 절단(CW) G03 원형 보간 – 헬리컬 커팅(CCW) G04 드웰 G09 정위치 G10 G11 취소 G11 좌표계의 평행 및 회전 이동 G14 축 이름 지정 G15 작업 좌표계 선택(Modal) G16 작업 좌표계 선택(One-shot) G17 평면 선택

CNC 기계 기술자를 위한 Fanuc 21i 모델 A 알람 코드. Fanuc 21i 모델 A 알람 코드 Fanuc 21i 모델 A 알람 프로그램 오류(P/S 알람) 프로그램 오류/프로그램 및 동작에 대한 알람(P/S 알람) 0 전원을 꺼주세요 1번째 패리티 알람 2 TV 패리티 알람 3자리가 너무 많음 4 주소를 찾을 수 없음 5 주소 후 데이터 없음 6 부정 기호의 불법 사용 7 소수점 불법 사용 9 잘못된 주소 입력 10개의 부적절한 G–코드 11 이송 속도 명령 없음 14 G95(M 시리즈)를 명령할 수 없음 14 불법

CNC 기계 기술자를 위한 Fanuc 21i 알람 코드. 화낙 21iMB Fanuc 21i 알람 프로그램 오류(P/S 알람) 프로그램 오류/프로그램 및 동작에 대한 알람(P/S 알람) 0 전원을 꺼주세요 1번째 패리티 알람 2 TV 패리티 알람 3자리가 너무 많음 4 주소를 찾을 수 없음 5 주소 후 데이터 없음 6 부정 기호의 불법 사용 7 소수점 불법 사용 9 잘못된 주소 입력 10개의 부적절한 G–코드 11 이송 속도 명령 없음 14 G95(M 시리즈)를 명령할 수 없음 14 불법 리드 명령(T 시리즈) 너무 많은 축이

CNC 기계 기술자를 위한 Fanuc 16i 18i 알람 코드. 이러한 Fanuc 알람 코드는 다음 Fanuc CNC 컨트롤에 적용됩니다. Fanuc 16i/18i 모델 A Fanuc 16i/18i 모델 B 화낙 16iL 모델 A Fanuc 16iP 모델 A Fanuc 16iP/18iP 모델 B FANUC 18i-MB Fanuc 16i 18i 알람 프로그램 오류(P/S 알람) 0 전원을 꺼주세요 1번째 패리티 알람 2 TV 패리티 알람 3자리가 너무 많음 4 주소를 찾을 수 없음 5 주소 후 데이터 없음 6 부정 기호의
와이어 EDM 기계(방전 가공)에서 작업하는 기계 기술자를 위한 완벽한 CNC 프로그래밍 예제 CNC 와이어 컷 소개 방전 가공이라고도 하는 와이어 EDM 절단은 전기적으로 활성화된 가는 와이어를 사용하여 금속을 절단하는 프로세스입니다. 와이어 EDM 절단은 와이어에서 공작물까지 신속하고 제어되며 반복적인 스파크 방전을 사용하여 금속을 부식시킵니다. 공작물은 전기 전도성이 있어야 합니다. 와이어 EDM 기계 와이어 EDM 절단은 밀착 부품에 대해 높은 치수 정확도를 제공할 수 있습니다. 이 과정은 날카로운 내부 모서리를 만들

다양한 CNC 밀링/선반 기계 제어를 위한 G 코드의 전체 목록입니다. 여러 cnc 컨트롤의 G 코드는 기사 및 프로그래밍 예제와 함께 설명됩니다. CNC 더미용 G 코드 CNC 기계 G 코드 CNC 기계 G 코드 및 M 코드 - CNC 밀링 및 선반 Fanuc G 코드 Fanuc 및 이와 유사하게 설계된 CNC 컨트롤에서 일반적으로 발견되는 G 코드 목록입니다.전체 G 코드 설명 및 링크된 기사가 포함된 G 코드 목록 Fanuc G 코드 목록 (밀/선반) 전체 G 코드 목록 (선반) Fanuc Mill/Lathe G

CNC 플라즈마 절단 컨트롤러에서 Quincunx를 절단하는 CNC 프로그램 예.이 프로그램 예는 G91 증분 프로그래밍으로 프로그래밍됩니다. CNC 플라즈마 절단기란? 플라즈마 절단 플라즈마 절단은 플라즈마 토치를 사용하여 두께가 다른 강철 및 기타 금속(또는 경우에 따라 다른 재료)을 절단하는 데 사용되는 프로세스입니다. 이 과정에서 불활성 가스(일부 장치에서는 압축 공기)가 노즐에서 고속으로 분사됩니다. 동시에 노즐에서 절단할 표면까지 해당 가스를 통해 전기 아크가 형성되어 해당 가스의 일부를 플라즈마로 전환합니다. 플라즈마

Fanuc 스핀들 알람 코드 및 Fanuc 스핀들 드라이브 오류. Fanuc AC 스핀들 드라이브 모델 A06B-6052-H002 AC 스핀들 드라이브 결함 A06B-6052-Hxxx에 대한 알람 목록 다음 드라이브에 대한 알람 목록: 모델 1 A06B-6052-H001 모델 2 A06B-6052-H002 모델 3 A06B-6052-H003 알람 번호 LED 디스플레이 알람 내용 8 4 2 1 1 o 모터 과열 2 o 속도가 명령된 속도에서 벗어남 3 o o 회생 오류 6 o o

CNC 기계 기술자를 위한 육각 키 또는 알렌 키 앨런 키(육각 렌치 또는 육각 키 또는 앨런 렌치라고도 함)는 6각형 홈이 있는 나사 머리에 맞도록 6각형 단면을 가지고 있습니다. 페이지:1 2 3 4 5 6 7 8 9 10 11 12
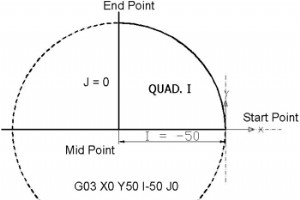
다중 시리즈 기사 원형 보간 개념 및 프로그래밍의 세 번째 부분입니다.이 부분에서는 CNC 기계공이 계산 및 프로그래밍할 수 있는 방법을 간략하게 설명합니다. I J 및 K를 사용한 원형 보간 G02 G03 . 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예시) 원호 보간 개념 및 프로그래밍 파트
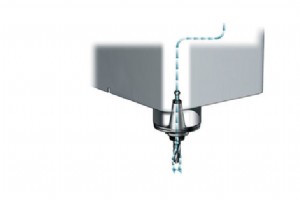
Haas M88 스핀들 관통 절삭유 켜짐 M88 코드는 스핀들 관통 절삭유(TSC) 옵션을 켜는 데 사용되며, M89는 절삭유를 끕니다.TSC 시스템을 사용하기 전에 관통 구멍이 있는 적절한 툴링이 준비되어 있어야 합니다. 적절한 툴링을 사용하지 않으면 스핀들 헤드가 냉각수로 가득 차고 보증이 무효화됩니다. TSC가 켜진 상태에서 M04(Spindle Reverse) 명령을 실행하는 것은 권장되지 않습니다. 프로그램 예시 참고:M88 명령은 스핀들 속도 명령 앞에 있어야 합니다. T1 M6; (TSC Coolant Throu
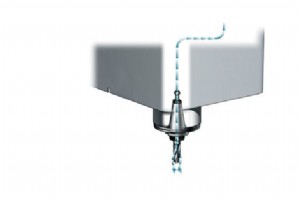
Haas M89 스핀들 절삭유 꺼짐 M89는 TSC(Through the Spindle Coolant) 옵션을 끄는 데 사용됩니다. M89가 호출되면 스핀들이 정지하고 TSC 펌프가 차단됩니다. 매개변수 237에 지정된 시간 동안 퍼지를 켠 다음 퍼지를 끕니다. 관련 Haas 설정 Haas 설정 32 절삭유 오버라이드 이 설정은 냉각수 펌프가 작동하는 방식을 제어합니다. 정상을 선택하면 작업자가 수동으로 또는 M 코드를 사용하여 펌프를 켜고 끌 수 있습니다. 끄기를 선택하면 냉각수를 수동으로 켜거나 프로그램에서 켜려고 하

Haas M95 절전 모드 절전 모드는 기본적으로 긴 체류(일시 중지)입니다. 작업자가 도착하면 사용할 준비가 될 수 있도록 사용자가 기계가 예열을 시작하기를 원할 때 절전 모드를 사용할 수 있습니다. 프로그래밍 M95 명령의 형식은 다음과 같습니다. M95 (hh:mm) M95 바로 뒤에 오는 주석에는 기계가 절전 모드로 전환되는 시간과 분이 포함되어야 합니다. M95 예시 예를 들어 현재 시간이 오후 6시라면 사용자가 다음 날 오전 6시 30분까지 기기를 잠자기 상태로 유지하기를 원하는 경우 다음 명령이 사용됩니다.
Haas M109 대화형 사용자 입력 M109 M 코드를 사용하면 G 코드 프로그램이 화면에 짧은 프롬프트(메시지)를 표시할 수 있습니다. 500~599 범위의 매크로 변수는 P 코드로 지정해야 합니다. 프로그램은 ASCII 문자에 해당하는 십진수와 비교하여 키보드에서 입력할 수 있는 모든 문자를 확인할 수 있습니다(G47, Text Engraving에는 ASCII 문자 목록이 있음). Haas 공작 기계에서 모든 오프셋을 지우는 방법 M109 예제 프로그램 다음 샘플 프로그램은 사용자에게 예 또는 아니오 질문을 한 다음 Y

Haas M34 냉각수 꼭지 위치 하향 M34 냉각수 꼭지 위치 하향, 증분(+1) M34 현재 스피곳 위치를 한 단계 아래로 증가시킵니다.스피곳 위치를 증가시키면 스피곳이 홈 위치에서 한 단계 아래로 이동합니다. 홈 포지션은 0으로 지정됩니다. M34 냉각수 증가 - M35 냉각수 감소 M34 예시 M34 현재 홈 위치가 5로 지정되고 M34가 실행되면 현재 스피곳 위치가 위치 6으로 아래로 이동합니다. 스피곳 홈 위치는 스피곳이 도달할 수 있는 가장 양의 Z축 위치에 있는 스피곳입니다. 스피곳을 높이면 냉각수 스트림
CNC 기계





