

산업 제조

Yasnac MX1 알람 코드 전체 목록. Yasnac MX1 CNC 컨트롤 Yasnac MX1 알람 코드 0 전원 끄기 준비되지 않은 ZR 1개(X) 2 ZR 준비 안 됨(Y) 3 ZR 준비 안 됨(Z) 4 ZR 준비되지 않음(4) 5 ZR 준비되지 않음(5) 10번째 오류 11 TV 오류 12 오버플로우 (128CH) 13 PROG 오류(주소 없음) 14 프로그램 오류( -, 0 ) 15 PROG 오류(사용할 수 없는 채널) 16 PROG 오류(사용할 수 없는 축) 17 프로그램 오류(8자리) 20 프로그램 오류(G) 2

Yasnac MX2 알람 코드 전체 목록. Yasnac MX2 CNC 컨트롤 Yasnac MX2 알람 코드 0 전원 끄기 준비되지 않은 ZR 1개(X) 2 ZR 준비 안 됨(Y) 3 ZR 준비 안 됨(Z) 4 ZR 준비되지 않음(4) 5 ZR 준비되지 않음(5) 10번째 오류 11 TV 오류 12 오버플로(128채널) 13 PROG 오류(주소 없음) 14 PROG 오류( -, 0) 15 PROG 오류(사용할 수 없는 채널) 16 PROG 오류(사용할 수 없는 축) 17 프로그램 오류(8자리) 20 프로그램 오류(G) 21 프로

Yasnac MX3 알람 코드 전체 목록. Yasnac MX3 CNC 컨트롤 Yasnac MX3 알람 코드 준비되지 않은 ZR 1개(X) 2 ZR 준비 안 됨(Y) 3 ZR 준비 안 됨(Z) 4 ZR 준비되지 않음(4) 5 ZR 준비되지 않음(5) 10번째 오류 11 TV 오류 12 오버플로(128채널) 13 PROG 오류(주소 없음) 14 프로그램 오류(“-,””0”) 15 PROG 오류(사용할 수 없는 채널) 16 PROG 오류(사용할 수 없는 축) 17 프로그램 오류(8자리) 20 프로그램 오류(G) 21 프로그램 오류(
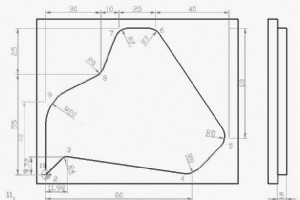
Siemens Sinumerik 810 프로그래밍 예제는 CNC 기계공이 어떻게 코너 반경을 가공할 수 있는지 보여줍니다. Sinumerik 810 CNC 제어는 반경에 U+를 사용합니다(아래 예 참조).Sinumerik 810 CNC 제어는 모따기에 U-를 사용합니다.U는 예를 들어 U5와 같은 양수 값이어야 하며 반경 5를 그립니다. 음. Sinumerik 810의 공구 오프셋 설정은 Hermle UWF 851 CNC 밀(Sinumerik 제어 포함)의 공작물 오프셋 설정을 참조하십시오. 이 cnc 프로그래밍 예제는 다음에

802C는 저가형 Siemens Sinumerik 컨트롤입니다. 3축 및 스핀들. 서보에 대한 인터페이스는 아날로그입니다. 파일 전송을 위한 RS232C. 중국은 대상 OEM 시장 및 사용자 커뮤니티입니다. 지멘스 Sinumerik 802C Sinumerik 802C / 802S /802D 매뉴얼 CNC 기계공은 Siemens 웹사이트에서 Siemens Sinumerik 802C/802S/802D 프로그래밍 조작 매뉴얼을 무료로 다운로드할 수 있습니다. Sinumerik 802C/802S/802D 매뉴얼 CNC 프로그램

Siemens Sinumerik 802C와 동일하지만 스테퍼 드라이브에 대한 인터페이스가 있음 지멘스 Sinumerik 802S Sinumerik 802C / 802S /802D 매뉴얼 CNC 기계공은 Siemens 웹사이트Sinumerik 802C/802S/802D 매뉴얼에서 Siemens Sinumerik 802C/802S/802D 프로그래밍 작동 매뉴얼을 무료로 다운로드할 수 있습니다.
DIN은 독일 표준화 기관을 의미하는 Deutsches Institut für Normung의 약자입니다. CNC 관련 DIN 표준 DIN 66025-1 기계의 수치 제어, 형식; 일반 요구 사항 DIN 66025-2 산업 자동화; 기계의 수치 제어; 형식, 준비 및 기타 기능 DIN 66025 NC 프로그래밍 코드 RS-274-D – EIA에서 표준화한 G 코드 컴퓨터 수치 제어 언어 버전입니다.또는RS-274D는 전자 산업 협회에서 개발한 수치 제어 기계의 표준입니다. ISO(DIN 66025) 및 RS274에 따른

Yaskawa Yasnac 3000G 알람 코드 전체 목록. 야스카와 야스낙 3000G Yasnac 3000G 알람 코드 11 패널의 과도한 온도 상승 12 테이프/메모리 수평 패리티 오류 13 테이프 수직 패리티 오류 14 포맷 오류 15 데이터 오류 16 오프셋 오류 17 매개변수 오류 18 테이프 메모리 오류 21 오버트래블 22 참조 제로 반환 영역 오류 23 REFERENCE ZERO RETURN UNREADY 24 참조 0 반환 위치 오류 25 시퀀스 오류 26 스핀들 오류 27 포지셔닝 오류 28 기계 준비 안 됨
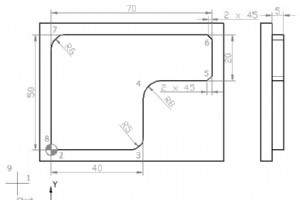
Siemens Sinumerik 810 CNC 기계공이 반경 및 챔퍼를 가공/프로그래밍할 수 있는 방법을 보여주는 CNC 밀 프로그래밍 예제입니다. Sinumerik 810 반경/모따기 프로그래밍 U+ 값은 반경 프로그래밍에 사용됩니다.U-값은 모따기 프로그래밍에 사용됩니다. Sinumerik 810 반경/챔퍼 프로그래밍 예 Sinumerik 810 CNC 밀 반경 챔퍼 프로그램 N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50N10 S450 M03 F250 D01 (12.5 MM DIA)N15 C0N20 Z5
재설정 키를 누르면 가공 프로그램 실행이 중지되고 프로그램 실행이 프로그램 맨 위로 돌아갑니다.NC 시작 키를 누르지 않으면 프로그램이 다시 시작되지 않습니다.
지멘스 Sinumerik REPOSition은 재배치를 의미합니다. REPOSition은 수치 제어의 작동 모드입니다. 공구가 파손되거나 어떤 이유로든 작업자가 프로그램 실행과 윤곽을 벗어난 작업을 중단해야 하는 경우 REPOSition 모드에서 공구를 윤곽으로 되돌릴 수 있습니다. 그런 다음 모드를 자동으로 변경하고 가공을 재개할 수 있습니다.
지멘스 Sinumerik 서브루틴 마커의 끝. M17, M02 및 M30과 달리 RET에서는 반환 대상을 지정할 수 있습니다.
Fuji Automatic Numerical Control의 FANUC 약어 . 관련: Fanuc CNC 제어 밀링 터닝 그라인딩 이름 지정 방법Fanuc 프로그래밍 배우기

Yaskawa Yasnac LX1 알람 코드 전체 목록. Yasnac LX1 CNC 컨트롤 Yasnac LX1 알람 코드 준비되지 않은 ZR 1개(X) 2 ZR 준비 안 됨(Z) 5 RESET UNREADY(편집 후) 10번째 오류 11 TV 오류 12 오버플로(128채널) 13 PROG 오류(주소 없음) 14 PROG ERROR(” -, ” ” .”) 15 PROG 오류(사용할 수 없는 채널) 17 프로그램 오류(8자리) 20 프로그램 오류(G) 21 프로그램 오류(G) 24 프로그램 오류(G, G41 – 44) 26 프로그

Yaskawa Yasnac LX2 알람 코드 전체 목록. Yasnac LX2 CNC 컨트롤 Yasnac LX2 알람 코드 준비되지 않은 ZR 1개(X) 2 ZR 준비 안 됨(Z) 5 RESET UNREADY(편집 후) 10번째 오류 11 TV 오류 12 오버플로(128채널) 13 PROG 오류(주소 없음) 14 PROG ERROR(” – ,” ” . “) 15 PROG 오류(사용할 수 없는 채널) 17 프로그램 오류(8자리) 20 프로그램 오류(G) 21 프로그램 오류(G) 24 프로그램 오류(G, G41 – 44) 26 프로

Yaskawa Yasnac LX3 알람 코드 전체 목록. Yasnac LX3 CNC 컨트롤 Yasnac LX3 알람 코드 준비되지 않은 ZR 1개(X) 2 ZR 준비 안 됨(Z) 5 RESET UNREADY(편집 후) 10번째 오류 11 TV 오류 12 오버플로(128채널) 13 PROG 오류(주소 없음) 14 PROG ERROR(“-,””.”) 15 PROG 오류(사용할 수 없는 채널) 17 프로그램 오류(8자리) 20 프로그램 오류(G) 21 프로그램 오류(G) 24 프로그램 오류(G, G41-44) 26 프로그램 오류(G
이것은 CNC 기계공/프로그래머를 위한 원형 보간의 개념 및 프로그래밍 방법을 설명하는 일련의 기사입니다.CNC 가공 워크샵의 모든 구성 요소에는 일종의 호, 반경, 원이 있습니다. 따라서 필요할 뿐만 아니라 이러한 호, 반지름, 원을 프로그래밍하는 방법을 배우고 기본 개념, 원 및 원형 보간법의 기초를 배우는 데 반드시 필요합니다. 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념

Fanuc 21 알람 코드 전체 목록. (화낙 21 모델 B) Fanuc 시리즈 21-T CNC 제어 Fanuc 21 알람 코드 0 전원을 꺼주세요 1번째 패리티 알람 2 TV 패리티 알람 3자리가 너무 많음 4 주소를 찾을 수 없음 5 주소 후 데이터 없음 6 부정 기호의 불법 사용 7 소수점 불법 사용 9 잘못된 주소 입력 10개의 부적절한 G–코드 11 이송 속도 명령 없음 14 G95(M 시리즈)를 명령할 수 없음 14 불법 리드 명령(T 시리즈) 너무 많은 축이 15개 명령됨(M 시리즈) 너무 많은 축이 15개 명령됨
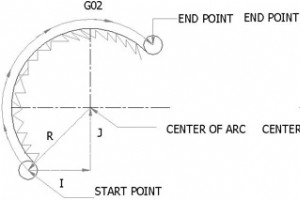
원형 보간 개념 및 프로그래밍 시리즈의 두 번째 부분인 이 기사에서는 CNC 기계에서 원형 보간을 프로그래밍/가공하는 데 필요한 정보와 CNC 기계공이 R(반지름)을 사용하여 원형 보간을 프로그래밍하는 방법에 대해 설명합니다. 이 기사의 다른 부분 읽기 원호 보간 개념 및 프로그래밍 파트 1(개념) 원호 보간 개념 및 프로그래밍 파트 2(R 사용) 원호 보간 개념 및 프로그래밍 파트 3(I J K 사용) 원호 보간 개념 및 프로그래밍 파트 4(Unknown R) 원형 보간 개념 및 프로그래밍 파트 5(예시) 원호 보간 개념 및

NC 시작과 동일합니다. CYCLE START는 선택한 프로그램의 실행을 시작하는 데 사용됩니다. MDI 버퍼에서 NC 블록 실행을 시작하는 데 사용됩니다. 하단의 녹색 버튼을 참조하세요. SIEMENS SINUMERIK 808D 컨트롤러
CNC 기계





