산업 제조

주기 시작과 동일합니다. NC 시작은 선택한 프로그램의 실행을 시작하는 데 사용됩니다. MDI 버퍼에서 NC 블록 실행을 시작하는 데 사용됩니다. 하단의 녹색 버튼을 참조하세요. SIEMENS SINUMERIK 808D 컨트롤러

적절한 크기의 알렌 키 사용 항상 적절한 크기의 알렌 키를 사용하여 나사를 여십시오. 그렇지 않으면 나사 머리가 손상될 수 있으며, 이 경우 손상된 머리 나사를 여는 데 추가 시간과 노력이 필요합니다.

Fanuc TC에서 프로그램 편집 후 재설정 CNC 기계공은 CNC 부품 프로그램을 변경하는 경우 FANUC TC cnc 제어 기능이 있는 cnc 기계(예:Gildemeister NEF 560)에서 CYCLE START를 누르기 전에 항상 RESET 버튼을 누르는 것을 기억해야 합니다.

밀트로닉스 센츄리온 7 Milltronics Centurion 7 준비 기능(G 코드)의 전체 목록입니다. Milltronics Centurion 7 준비 기능(G 코드)은 cnc 작업자가 텍스트 모드 또는 MDI 모드에서 Centurion 6/7을 프로그래밍하는 경우에 사용됩니다. Centurion 대화 프로그램에서도 생성됩니다. 프로그래밍의 텍스트 모드를 사용할 계획이라면 이 Centurion 코드에 주의를 기울이세요. 밀트로닉스 센츄리온 7 Milltronics Centurion 7 G 코드 G 코드 함수 G00 신

Milltronics CNC 컨트롤을 사용하여 CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 Milltronics G 코드입니다. Milltronics Centurion 7 CNC 제어용 G 코드를 읽을 수 있습니다. Milltronics Centurion 7 G 코드 목록 Milltronics CNC 제어 선반용 Milltronics G 코드 G 코드 함수 G00 신속한 포지셔닝 G01 선형 보간 G02 원형/나선형 보간 CW G03 원형/나선형 보간 CWW G04 드웰 G09 정위치 정지 G10 데이

Milltronics CNC Control로 CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 완전한 Milltronics M 코드 목록입니다. 선반용 Milltronics M 코드 선반용 Milltronics M 코드 M 코드 함수 M00 프로그램 정지 M01 선택적 중지 M02 프로그램 종료 M30 프로그램 종료 / 스핀들 끄기 M03 CW의 스핀들 M04 CCW의 스핀들 M05 스핀들 끄기 M06 도구 변경 M08 냉각수 주입 M09 냉각수 끄기 M31 비상 정지 M32 채널 대기 M90 그래

Milltronics CNC 컨트롤을 사용하여 CNC Mill에서 작업하는 CNC 기계 기술자를 위한 완전한 Milltronics G 코드 목록입니다. 당신은 좋아할 것입니다 선반용 Milltronics G 코드 선반용 Milltronics M 코드 Milltronics Centurion 7 G 코드 목록 머시닝 센터용 Milltronics G 코드 머시닝 센터용 Milltronics G 코드 목록 G 코드 함수 G00 신속한 포지셔닝 G01 선형 피드 G02 원형/헬리컬 보간 CW G03 원형/헬리컬 보간 CCW

Milltronics 머시닝 센터용 Milltronics M 코드를 작성하세요. Milltronics 선반 M 코드의 경우 선반용 Milltronics M 코드 읽기 머시닝 센터용 Milltronics M 코드 머시닝 센터용 Milltronics M 코드 M 코드 함수 M00 프로그램 정지 M01 선택적 중지 M02 프로그램 종료 M30 프로그램 종료 / 스핀들 끄기 M03 CW에서 스핀들 M04 CCW의 스핀들 M05 스핀들 끄기 M06 도구 변경 M07 미스트 냉각수 켜짐 M08 냉각수 주입 M09 냉각
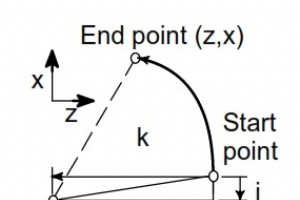
Fanuc 원형 보간 Fanuc 원형 보간 명령(G02, G03 G 코드)은 원형 호를 따라 도구를 이동하는 데 사용됩니다.G02 – 원형 보간 시계 방향.G03 – 원형 보간 반시계 방향. 원호 보간을 프로그래밍하는 방법 Fanuc 제어 기능이 있는 CNC 선반 기계에서 시계 방향 원호 보간(Arc)은 다음과 같은 방식으로 프로그래밍할 수 있습니다. N10 G02 X Z RorN10 G02 X Z I K 설명 N10 G02 X Z R X – X축의 호 끝점Z – Z축의 호 끝점R – 호 반경. N10 G02 X Z I K

Mitsubishi CNC 컨트롤(MITSUBISHI CNC 700/70 시리즈)이 장착된 CNC 기계에서 작업하는 CNC 기계공은 Mitsubishi CNC 컨트롤용 매뉴얼을 무료로 다운로드할 수 있습니다. Mitsubishi M70 시리즈 CNC 제어 미쓰비시 CNC 매뉴얼 Mitsubishi 웹사이트에서 Mitsubishi CNC 매뉴얼을 다운로드하십시오. Mitsubishi CNC 매뉴얼 다운로드 영어 버전 M700 M70 사용 설명서(9MB) M700 M70 프로그래밍 설명서(선반용)(5.8MB) M700 M7

Mitsubishi CNC 컨트롤(700/70 시리즈)을 사용하여 CNC 머시닝 센터에서 작업하는 CNC 기계 기술자를 위한 전체 Mitsubishi CNC G 코드 목록입니다. 미쓰비시 CNC 매뉴얼 CNC 기계공은Mitsubishi CNC 700/70 시리즈 프로그래밍 매뉴얼(머시닝 센터 시스템)Mitsubishi CNC 700/70 시리즈 프로그래밍 매뉴얼(선반 시스템)용 Mitsubishi CNC 매뉴얼을 무료로 다운로드할 수 있습니다. Mitsubishi M700 시리즈 CNC Mitsubishi CNC G 코드 G

Mitsubishi CNC 컨트롤이 있는 CNC 선반 기계용 Mitsubishi G 코드(Mitsubishi 700/70 시리즈). 머시닝 센터용 Mitsubishi G 코드는 여기에 나열되어 있습니다. Mitsubishi CNC G 코드 - 머시닝 센터 700/70 시리즈 미쓰비시 매뉴얼 CNC 기계공은Mitsubishi CNC 700/70 시리즈 프로그래밍 매뉴얼(머시닝 센터 시스템)Mitsubishi CNC 700/70 시리즈 프로그래밍 매뉴얼(선반 시스템)용 Mitsubishi CNC 매뉴얼을 무료로 다운로드할 수 있습니

FANUC 시리즈 18i–MB5 CNC 컨트롤이 있는 Fadal 머시닝 센터용 Fanuc M 코드. Fadal 머시닝 센터 Fanuc M 코드 M00 프로그램 정지 M01 선택적 프로그램 중지 M02 프로그램 종료 M30 프로그램 종료 M98 하위 프로그램 호출 M99 하위 프로그램 종료 M03 스핀들 시작 전진 CW M04 스핀들 역방향 CCW 시작 M05 스핀들 정지 M06 도구 변경 M07 냉각수 켜기 – 냉각수 미스트/스핀들을 통한 냉각수 M08 냉각수 ON – 냉각수 범람 M09 냉각수 OFF M

Fanuc 알람 코드 목록 CNC 기계 기술자를 위한 Fanuc 경보 코드. Fanuc 컨트롤 이러한 fanuc 알람은 다음 fanuc cnc 제어에 유효합니다. 0i 모델 A 0i/0iMate 모델 B 16/18 모델 PB 16/18 모델 C 16i/18i 모델 A 16i/18i 모델 B 16iL 모델 A 20i 21 모델 B 21i 모델 A 21i 모델 B 21i 모델 A Fanuc 알람 코드 화낙 알람 프로그램 오류(P/S 알람) 0 전원을 꺼주세요 1번째 패리티 알람 2 TV 패리티 알람 3자리가 너무 많음 4

CNC 기계 기술자를 위한 Haas 알람 코드(오류 코드). Haas 알람 코드 Haas 알람 코드 101 – COMM. MOCON/MOCON 메모리 오류로 인한 실패 102 – 서버 꺼짐 103 – X 서보 오류가 너무 큼 104 – Y 서보 오류가 너무 큼 105 – Z 서보 오류가 너무 큼 106 – 너무 큰 서보 오류 107 – 비상 정지 108 – X 서보 과부하 109 – Y 서보 과부하 110 – Z 서보 과부하 111 – 서보 과부하 112 – 인터럽트 없음 113 – 터렛 잠금 해제 오류 – Haas 선반 11
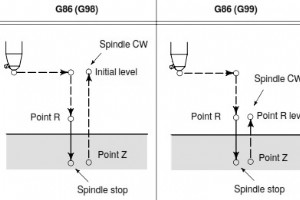
G86 보링 사이클 Fanuc G86 보링 사이클은 구멍을 보링하는 데 사용됩니다.공구는 피드를 사용하여 구멍 바닥으로 이동한 다음 빠른 피드 속도로 구멍 밖으로 후퇴합니다. G86 보링 사이클 형식 G86 X Y Z R F K 매개변수 X Y – 홀 위치 데이터.Z – 보링 깊이(절대).R – 홀 위 공구 시작 위치.F – 절삭 이송 속도.K – 반복 횟수(필요한 경우). G86 보링 사이클 G86 보링 사이클 작업 1 – X축과 Y축을 따라 포지셔닝한 후 R지점까지 급 이송을 수행합니다.2 – R지점에서 Z지점까지 드릴

Tormach Duality 선반용 G 코드 전체 목록. Tormach PCNC 이중 선반 Duality Lathe는 Tormach PCNC 1100 베드에 장착되어 CNC 밀링 머신을 프로토타이핑 및 소규모 선삭 프로젝트용 경량 CNC 선반으로 전환합니다. Tormach PCNC 이중 선반 Tormach 이중성 선반 G 코드 G00 신속한 포지셔닝 G01 선형 보간 G02 시계 방향 원형/나선형 보간 G03 시계 반대 방향 원형/나선형 보간 G04 드웰 G10 좌표계 원점 설정 G17 XY 평면 선택 G18 XZ

Tormach M 코드, 이 m 코드는 다음 Tormach PCNC에서 작동합니다 토마치 PCNC 1100 토마치 PCNC 770 Tormach PCNC 이중 선반 토마치 PCNC 1100 Tormach M 코드 M 코드 의미 M0 프로그램 정지 M1 옵션 프로그램 중지 M2 프로그램 종료 M3 스핀들 시계 방향으로 회전 M4 스핀들 반시계 방향으로 회전 M5 스핀들 회전 중지 M6 공구 교환(2개의 매크로 사용) M7 미스트 냉각수 켜짐 M8 냉각수 주입 M9 모든 냉각수 꺼짐 M30 프로그램 종료 및

Tormach G04 드웰 Tormach G04 Dwell 명령은 P에서 지정한 시간(초) 동안 축을 움직이지 않게 유지합니다. G04 드웰 G04 드웰 G 코드 형식 G04 P Tormach G04 드웰 예시 0.5초간 대기 G04 P0.5 참고 Tormach G04 Dwell P 값은 음수로 설정할 수 없습니다.

ISO 모드에서 작업하는 CNC 기계 기술자/CNC 프로그래머를 위한 Siemens Sinumerik 808D G 코드의 전체 목록입니다. CNC 기계공은 Siemens Sinumerik 808D 매뉴얼 PC에서 SINUMERIK 808D 무료 다운로드(Sinumerik 808D 교육 소프트웨어) Siemens Sinumerik 808D 밀링 개요 Siemens Sinumerik 808D 밀링 Siemens Sinumerik 808D G 코드(ISO 언어 모드) G 코드 설명 G00 빠른 트래버스 G01 선형 이동
CNC 기계