저항 용접 :원리, 유형, 응용, 장점 및 단점
오늘 우리는 저항 용접 원리, 유형, 응용, 장점 및 단점에 대해 배울 것입니다. 저항 용접은 액체 상태의 용접입니다. 액체 또는 용융 상태에서 금속과 금속이 접합되는 과정. 전기 저항으로 인해 용접 플레이트의 계면 표면에서 열이 발생하고 이러한 플레이트에 제어된 저압을 가하여 용접 조인트를 생성하는 열전 공정입니다. 전기저항을 이용하여 열을 발생시키기 때문에 저항용접이라고 합니다. 그것은 매우 효율적인 무공해 용접 공정이지만 높은 장비 비용과 제한된 재료 두께로 인해 적용이 제한됩니다.
저항 용접 – 스폿, 이음매, 프로젝션 및 플래시 용접:
원칙:
스폿 용접, 심 용접, 프로젝션 용접 등 모든 저항 용접은 전기 저항으로 인한 발열의 동일한 원리로 작동됩니다. 전류가 전기 저항을 통과하면 열이 발생합니다. 이것은 전기 코일에 사용되는 것과 동일한 원리입니다. 발생하는 열의 양은 재료의 저항, 표면 상태, 공급되는 전류, 공급되는 전류의 지속 시간 등에 따라 다릅니다. 이 발열은 전기 에너지를 열 에너지로 변환하여 발생합니다. 발열 공식은
H =I2RT 여기서 H =생성된 열(줄)I =전류(암페어) R =전기 저항(OhmT) =전류 흐름 시간(초)
이 열은 계면 금속을 용융시켜 융착에 의해 강한 용접 조인트를 형성하는 데 사용됩니다. 이 공정은 필러 재료, 플럭스 및 차폐 가스를 사용하지 않고 용접을 생성합니다.
유형:
저항 용접에는 네 가지 주요 유형이 있습니다. 이것들은
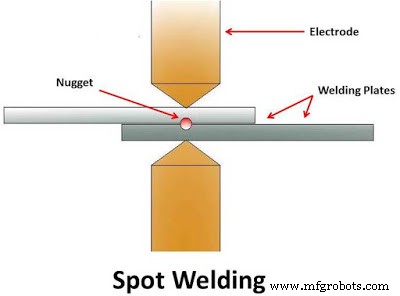
스폿 용접:
모루면의 압력으로 공작물을 함께 고정하는 가장 간단한 저항 용접 유형입니다. 구리 전극이 공작물과 접촉하여 전류가 흐르기 시작합니다. 공작물 재료는 전류 흐름에 약간의 저항을 가하여 국부적 발열을 유발합니다. 인터페이스 표면에서 저항은 에어 갭으로 인해 높습니다. 이를 통해 전류가 흐르기 시작하여 인터페이스 표면을 녹입니다. 전류 공급량과 시간은 계면 표면의 적절한 용융을 위해 충분해야 합니다. 이제 전류는 흐르지 않았지만 전극에 가해진 압력은 몇 초 동안 유지되었으며 용접은 빠르게 냉각되었습니다. 그 후 전극을 제거하고 다른 지점에 접촉시킵니다. 원형 덩어리가 생성됩니다. 너겟 크기는 전극의 크기에 따라 다릅니다. 일반적으로 직경 4-7mm 정도입니다.
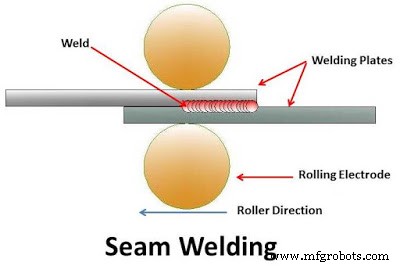
심 용접:
심 용접은 롤러형 전극을 사용하여 공작물을 통해 전류를 흐르게 하는 연속 스폿 용접이라고도 합니다. 먼저 롤러가 공작물과 접촉합니다. 높은 암페어 전류가 이 롤러를 통과합니다. 이것은 인터페이스 표면을 녹이고 용접 조인트를 형성합니다. 이제 롤러가 작업판에서 롤링을 시작합니다. 이렇게 하면 연속 용접 조인트가 생성됩니다. 용접 겹침과 공작물이 너무 뜨거워지지 않도록 용접 타이밍과 전극 이동을 제어합니다. 용접 속도는 심 용접에서 약 60in/min입니다. 기밀 조인트를 만드는 데 사용됩니다.
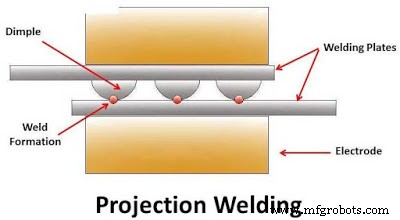
프로젝션 용접:
프로젝션 용접은 용접하고자 하는 위치의 공작물에 딤플이 생성되는 것을 제외하고는 스폿 용접과 동일합니다. 이제 전극과 많은 양의 전류 사이에 고정된 공작물이 이를 통과합니다. 용접 플레이트의 전극을 통해 소량의 압력이 가해집니다. 전류가 딤플을 통과하여 그것을 녹이고 압력으로 인해 딤플이 평평해지고 용접이 형성됩니다.
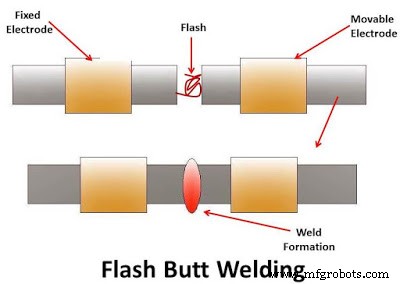
플래시 맞대기 용접:
철강 산업에서 튜브와 봉을 용접하는 데 사용되는 또 다른 유형의 저항 용접입니다. 이 과정에서 용접될 두 개의 공작물이 전극 홀더에 고정되고 100000암페어 범위의 높은 펄스 전류가 공작물 재료에 공급됩니다. 여기에는 하나는 고정되고 다른 하나는 움직일 수 있는 두 개의 전극 홀더가 사용됩니다. 초기에는 전류가 흐르고 이 두 공작물이 고전류에서 접촉하기 때문에 고정 클램프에 가동 클램프가 강제로 작용하여 플래시가 발생합니다. 계면 표면이 소성 형태가 되면 전류가 멈추고 축 방향 압력이 증가하여 접합됩니다. 이 과정에서 소성 변형으로 인해 용접이 형성됩니다.
응용 프로그램:
- 저항 용접은 자동차 산업에서 널리 사용됩니다.
- 프로젝션 용접은 너트와 볼트 생산에 널리 사용됩니다.
- 심 용접은 소형 탱크, 보일러에 필요한 누출 방지 조인트를 생성하는 데 사용됩니다. 등
- 플래쉬 용접은 파이프와 튜브를 용접하는 데 사용됩니다.
장점 및 단점:
장점:
- 얇은(0.1mm) 금속과 두꺼운(20mm) 금속을 모두 용접할 수 있습니다.
- 높은 용접 속도.
- 손쉬운 자동화
- 유사한 금속과 다른 금속을 모두 용접할 수 있습니다.
- 프로세스가 간단하고 완전히 자동화되어 숙련된 노동력이 필요하지 않습니다.
- 높은 생산 속도
- 환경 친화적인 프로세스입니다.
- 용가재, 플럭스 및 차폐 가스가 필요하지 않습니다.
단점:
- 높은 장비 비용
- 작업물의 두께는 현재 요구 사항으로 인해 제한됩니다.
- 높은 전도성 재료의 경우 효율성이 떨어집니다.
- 높은 전력이 필요합니다.
- 용접 조인트는 인장 및 피로 강도가 낮습니다.
이것은 저항 용접 원리, 유형, 적용, 장단점에 관한 모든 것입니다. 이 기사에 대해 궁금한 점이 있으면 댓글로 물어보세요. 이 기사가 마음에 들면 소셜 네트워크에서 공유하는 것을 잊지 마십시오. 더 흥미로운 기사를 보려면 웹 사이트를 구독하십시오.


