산업 제조
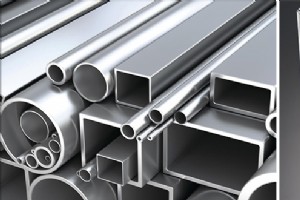
제출자:Brian 요약 이 cnc 선반 프로그램은 X축에 홈을 만드는 방법을 보여줍니다. 그림은 홈 가공 도구가 프로그램과 함께 어떻게 움직이는지 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50 G00 X60N60 G00 X200 Z200 M09N70 M30
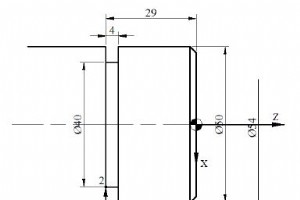
제출자:BEATA 요약 구성 요소를 보링하기 위해 간단한 cnc 선반 프로그램을 만드는 방법을 보여주는 매우 간단하고 기본적인 cnc 프로그램 예제입니다. 그림입니다. 그림/이미지 CNC 프로그램 %N10 T04 M06N20 G97 S830 G95 F0.1 M03N30 G00 X38 Z23 M08N40 G01 X38 Z-13N50 G00 X34N60 G00 Z200 M09N70 G00 X200 Z200N80 M30
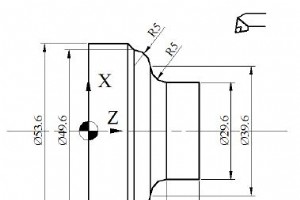
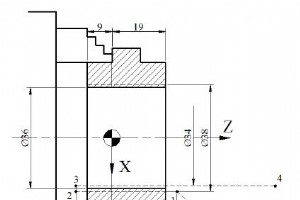
제출자:cnc 프로그래머 요약 간단한 CNC 선반 프로그램 예제는 CNC 선반 프로그램이 Radius를 사용하여 간단한 컨투어를 회전하도록 만드는 방법을 보여줍니다.여러 직경이 절단되고 시계 방향 및 시계 반대 방향 반경이 모두 가공됩니다. 그림/이미지 CNC 프로그램 %N10 T105 M06 D2500N20 G96 S150 G95 F.2 M04N30 G00 X32 Z34 M08N40 G01 X-1N50 G00 X29.6 Z36N60 G01 Z24N70 G02 X39.6 Z19 R5N80 G03 X49.6 Z14 R5N90 G0
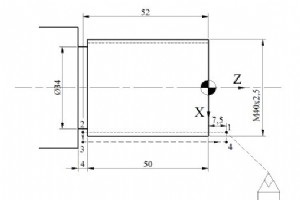
제출자:Brian 요약 구성 요소의 나사산을 절단하는 매우 간단하고 기본적인 CNC 선반 프로그램입니다.이 프로그램은 G33 Threading G-Code를 사용하여 나사산을 절단합니다.여기서는 하나의 절단만 프로그래밍되며 필요한 만큼 절단을 추가할 수 있습니다. 귀하의 상황과 자료에 따라. 그림/이미지 CNC 프로그램 %N10 T103 M06N20 G97 S640 M03N30 G00 X36.93 Z7.5 M08N40 G33 K2.5 Z-52N50 G00 X45N60 Z7.5N70 X200 Z200 M09N80 M30
CNC 기계공이 작업을 쉽게 할 수 있도록 인치에서 mm로 변환하는 표입니다. 인치에서 MM으로 변환표 0”+ =mm 1”+ =mm 2”+ =mm 3”+ =mm 4”+ =mm 1/64 0,397 0 25,400 0 50,800 0 76,200 0 101,600 1/32 0,794 1/64 25,797 1/64 51,197 1/64 76,597 1/64 101,997 3/64 1,191 1/32 26,194 1/32 51,594 1/32 76,994 1/32 102,394 1/20 1,270 64년 3월 26,591 64년

Mori Seiki NMV 프로그래밍 G 코드 및 M 코드는 Mori Seiki 머시닝 센터에서 작업하는 CNC 기계 기술자 프로그래머를 위한 전체 목록입니다. 이미지:HEINZ BAUMGARTNER AG 이러한 G 및 M 코드는 NC 단위가 아래에 나열된 다음 Mori Seiki 모델에 적용됩니다. 모델 NMV1500 DCG NMV3000 DCG NMV5000 DCG NMV8000 DCG/40 NMV8000 DCG/50 NC 단위 MSX-701 IV MSX-711 IV Mori Seiki G 코드 및 M 코드
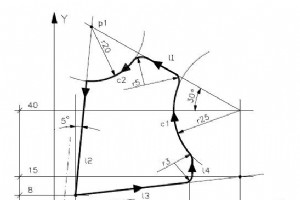
Osai 10 시리즈 CNC 컨트롤을 사용하여 CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Osai GTL 프로그래밍 예제입니다. Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M3N10 GXYN11 Z-10N12 G21G42l2N13 l3N14 r3N15 l4N16 r3N17 c1
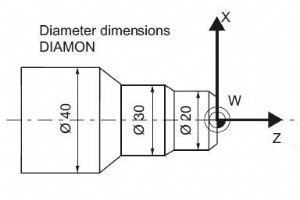
Sinumerik DIAMOF, DIAMON, DIAM90 CNC 선반 X축(횡축)은 직경 치수 지정으로 프로그래밍됩니다. 필요한 경우 프로그램에서 반경 치수 지정으로 전환할 수 있습니다. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Radius dimensioning for G91 DIAMOF DIAMON 예시 DIAMOF를 사용한 Sinumerik CYCLE95 N110 G18 DI

WinNC EMCO WinNC는 CNC 기계공/프로그래머/학생에게 단일 PC/노트북에 여러 CNC 제어 소프트웨어를 설치할 수 있는 기회를 제공하므로 시장에서 일반적으로 사용되는 모든 CNC 산업 제어에 대한 교육을 받을 수 있습니다.최대 9개의 서로 다른 CNC 컨트롤은 하나의 PC/노트북에 설치할 수 있습니다. 예: Sinumerik 파낙 파고르 하이덴하인 CNC 기계 기술자/프로그래머는 EMCO 웹사이트에서 이러한 CNC 제어에 대한 소프트웨어/매뉴얼을 쉽게 다운로드할 수 있습니다. 모든 링크는 아래에 있습니다. S

EMCO WinNC GE 시리즈 Fanuc 0-MC 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 포지셔닝(급이송) G01 선형 보간 G02 시계 방향 원형 보간 G03 반시계 방향 원형 보간 G04 드웰 G09 정위치 정지 G10 데이터 설정 G11 데이터 설정 해제 G15 극좌표 보간 종료 G16 극좌표 보간 시작 G17 평면 선택 XY G18 평면 선택 ZX G19 평면 선택 YZ G20 인치 단위로 측정 G21 밀리미터 단위로 측정 G28 기준점 접근 G33 실 자르

EMCO WinNC SINUMERIK 810/820 T 터닝 프로그래밍 G 코드/M 코드/사이클 전체 목록. G 코드 G 코드 설명 G00 포지셔닝(빠른 트래버스) G01 선형 보간 G02 시계 방향으로 원형 보간 G03 시계 반대 방향으로 원형 보간 G04 드웰 G09 정위치 G10 극 좌표 보간, 급이송 G11 극좌표 보간, 선형 보간 G12 극 좌표 보간, 시계 방향 원형 보간 G13 극 좌표 보간, 시계 반대 방향 원형 보간 G16 자유 축 선택으로 평면 선택 G18 평면 ZX G25 최소 작업 영역

EMCO WinNC SINUMERIK 810/820M 밀링 프로그래밍 G 코드/M 코드/사이클 전체 목록. G 코드 G 코드 설명 G00 빠른 트래버스 G01 선형 보간 G02 시계 방향으로 원형 보간 G03 시계 반대 방향으로 원형 보간 G04 드웰 G09 블록 단위 정위치 정지 G10 극 좌표 보간, 급이송 G11 극좌표 보간, 선형 보간 G12 극좌표 보간, 시계 방향 원형 보간 G13 극 좌표 보간, 시계 반대 방향 원형 보간 G17 평면 선택 X-Y G18 평면 선택 Z-X G19 평면 선택 Y-

EMCO WinNC Heidenhain TNC 426 대화형 프로그래밍 M 코드 전체 목록. M 코드 M 코드 설명 M0 프로그램 정지 M1 선택적 중지(opt. stop이 있는 경우에만 프로그램 중지) M2 프로그램 종료 M3 시계 방향으로 스핀들 ON M4 시계 반대 방향으로 스핀들 ON M5 스핀들 끄기 M6 도구 변경 M8 냉각수 ON M9 냉각수 OFF M10 분할 헤드, 클램핑 ON M11 분할 헤드, 클램핑 OFF M17 하위 프로그램 종료 M25 OPEN 클램프/머신 바이스 M26 CLOS

EMCO WinNC GE 시리즈 Fanuc 21TB 프로그래밍 G 코드/M 코드/사이클 전체 목록. G 코드 G 코드 설명 G00 포지셔닝(빠른 트래버스) G01 선형 보간(피드) G02 시계 방향으로 원형 보간 G03 시계 반대 방향으로 원형 보간 G04 드웰 G7.1 원통형 보간 G10 데이터 설정 G11 데이터 설정 끄기 G12.1 극좌표 보간 ON G13.1 극좌표 보간 OFF G17 평면 선택 XY G18 평면 선택 ZX G19 평면 선택 YZ G20 세로 회전 주기 G21 실 자르기 주기

EMCO WinNC GE 시리즈 Fanuc 21MB 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 포지셔닝(급이송) G01 선형 보간 G02 시계 방향 원형 보간 G03 반시계 방향 원형 보간 G04 드웰 G09 정위치 정지 G10 데이터 설정 G11 데이터 설정 해제 G15 극좌표 보간 종료 G16 극좌표 보간 시작 G17 평면 선택 XY G18 평면 선택 ZX G19 평면 선택 YZ G20 인치 단위로 측정 G21 밀리미터 단위로 측정 G28 기준점 접근 G40 커터 반

EMCO WinNC GE 시리즈 Fanuc 0-TC 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 포지셔닝(빠른 트래버스) G01 선형 보간(피드) G02 시계 방향으로 원형 보간 G03 시계 반대 방향으로 원형 보간 G04 드웰 G7.1 원통형 보간법 G10 데이터 설정 G11 데이터 설정 끄기 G12.1 극좌표 보간 ON G13.1 극좌표 보간 OFF G17 평면 선택 XY G18 평면 선택 ZX G19 평면 선택 YZ G20 세로 회전 주기 G21 실 자르기 주기 G24
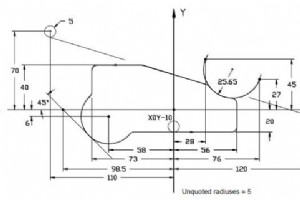
제출자:BEATA 그림/이미지 CNC 프로그램 N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70I-5N22 G21N23 G13Y40J180N

제출자:BEATA 그림/이미지 CNC 프로그램 N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G13X85J-90N23 G21I-2.5N24
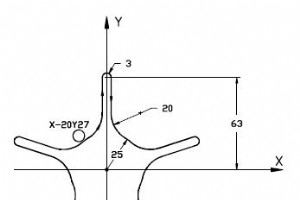
제출자:Brian 그림/이미지 CNC 프로그램 N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I-25N25 G40X-20Y27K2N26
Fagor 8070 프로그래밍 G 코드/M 코드 전체 목록. Fagor 8070 M 밀링 G 코드 G 코드 설명 G00 빠른 트래버스 G01 선형 보간. G02 시계 방향 원형(나선형) 보간. G03 시계 반대 방향 원형(헬리컬) 보간. G04 드웰 G05 제어된 모서리 라운딩(모달). G06 절대 좌표의 호 중심(모달 아님). G07 정사각 모서리(모달). G08 이전 경로에 접하는 호. G09 세 점으로 정의된 호 G10 미러 이미지 취소. G11 X의 미러 이미지. G12 Y의 미러 이미지. G13
CNC 기계