산업 제조

Fagor 8055/8055i 프로그래밍 G 코드/M 코드 전체 목록. Fagor 8055 M 밀링 Fagor 8055/8055i M 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 빠른 트래버스 G01 선형 보간 G02 시계 방향 원형(나선형) 보간 G03 시계 반대 방향 원형(헬리컬) 보간 G04 블록 준비 중단/중단 G05 둥근 모서리 G06 절대 좌표의 원 중심 G07 정사각형 모서리 G08 이전 경로에 접하는 호. G09 세 점으로 정의된 호 G10 미러 이미지 취소 G11
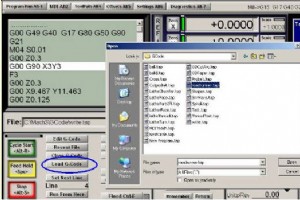
이 튜토리얼에서는 CNC 기계공이 Mach3 CNC에서 G 코드 부품 프로그램(손으로 작성하거나 CAD/CAM 소프트웨어로 생성)을 로드하는 방법을 설명합니다. GCode 로드를 누릅니다. 버튼. Windows 파일 열기 대화 상자가 나타납니다. 파트 프로그램(g 코드)이 포함된 파일을 선택합니다. 파일을 선택하면 Mach3가 코드를 로드하고 분석합니다.이에 대한 도구 경로가 생성되어 표시되고 프로그램 극한값이 설정됩니다.로드된 프로그램 코드는 다음 위치에 표시됩니다. G 코드 목록 창 . 스크롤 막대를 사용하여 강조

Fagor 8037M 밀링 및 8037T 선반 프로그래밍 G 코드/M 코드 전체 목록. Fagor 8037MG G/M 코드 목록 Fagor 8037M 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 빠른 트래버스 G01 선형 보간 G02 시계 방향 원형(나선형) 보간 G03 시계 반대 방향 원형(헬리컬) 보간 G04 블록 준비 중단/중단 G05 둥근 모서리 G06 절대 좌표의 원 중심 G07 정사각형 모서리 G08 이전 경로에 접하는 호. G09 세 점으로 정의된 호 G10 미러 이미

Fagor 8065M 밀링 및 8065T 선반 프로그래밍 G 코드/M 코드 전체 목록. Fagor 8065MG/M 코드 목록 Fagor 8065M 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 빠른 트래버스 G01 선형 보간. G02 시계 방향 원형(나선형) 보간. G03 시계 반대 방향 원형(헬리컬) 보간. G04 드웰 G05 제어된 모서리 라운딩(모달). G06 절대 좌표의 호 중심(모달 아님). G07 정사각 모서리(모달). G08 이전 경로에 접하는 호. G09 세 점으로 정의

Fagor 101 / 101S / 102 / 102S 프로그래밍 G 코드/M 코드 전체 목록. Fagor 101/102 소개 FAGOR 101/102 CNC는 기계의 전기 캐비닛에 통합될 수 있으며 단일 장치에 1축 또는 2축 CNC의 가장 강력하고 단순한 작동 특성을 모두 수집합니다.FAGOR 101/102 CNC 120개의 기계 매개변수 덕분에 여러 응용 분야에 적응할 수 있다는 점에서 뛰어납니다. 이러한 CNC의 유연성과 뛰어난 관리 기능은 매우 다양한 응용 분야에 이상적입니다. G 코드 G 코드 설명 G00 신속한
이것은 Fanuc G81 드릴링 사이클과 동일하게 작동하는 완벽한 Fanuc 매크로입니다. 이미지:directindustry.com G66 모달 호출 모달 호출을 지정하기 위해 Fanuc G66이 실행되면 축을 따라 이동을 지정하는 블록이 실행된 후 매크로가 호출됩니다. 이것은 모달 호출을 취소하기 위해 G67이 발행될 때까지 계속됩니다. 매크로 호출 매개변수 G65 P9110 X x Y y Z z R r F f L l ; X:구멍의 X 좌표(절대값만) . . . (#24)Y:구멍의 Y 좌표(절대값만) . . . (#25)Z

Fagor 800M 800T 프로그래밍 G 코드/M 코드 전체 목록. Fagor 800M G 코드 M 코드 Fagor 800M 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 신속한 포지셔닝 G01 선형 보간 G02 시계 방향 원형 보간 G03 반시계 방향 원형 보간 G04 드웰 G05 둥근 모서리 G06 절대 중심 좌표를 사용한 원형 보간 G07 정사각형 모서리 G08 이전 경로에 접하는 호 G09 세 점으로 정의된 호 G10 미러 이미지 취소 G11 X의 미러 이미지 G12

Fagor Mill 8025/8030 모델 M MG MS GP 및 Fagor 선반 8025/8030 모델 T TG TS 프로그래밍 G 코드/M 코드 전체 목록. Fagor 8025/8030M G 코드 M 코드 Fagor 8025/8030 모델 M MG MS GP 프로그래밍 G 코드/M 코드 전체 목록. G 코드 G 코드 설명 G00 포지셔닝 G01 선형 보간 G02 시계 방향 원형 헬리컬 보간 G03 시계 반대 방향 원형 헬리컬 보간 G04 Dwell, K를 통해 프로그래밍된 기간 G05 둥근 모서리 G06 절대

D.Electron Z32 수치 컨트롤러 알람은 Z32 CNC 기계 기술자 프로그래머 세터에 대한 전체 목록입니다. 심각한 시스템 오류 Z32의 OS가 오작동을 감지하면 시스템 오류 조건을 활성화하고 NC를 중지합니다.이 상황은 명령줄에 다음과 같이 표시되어 인식할 수 있습니다.** errorgen xxxxxxxx여기서 xxxxxxxx는 오류를 설명하는 8자리 16진수 코드입니다.모든 errorgens는 소프트웨어 오류에서 파생될 수 있지만(프로그래밍 버그는 무엇이든 할 수 있으므로) 특정 하드웨어 결함이나 응용 프로그램 소프트
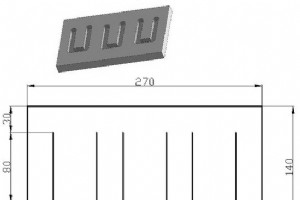
제출자:기계공 그림/이미지 CNC 프로그램 ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
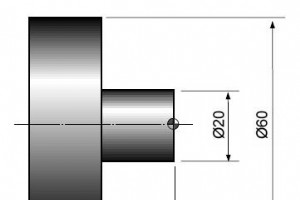
제출자:cnc 프로그래머 그림/이미지 CNC 프로그램 O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
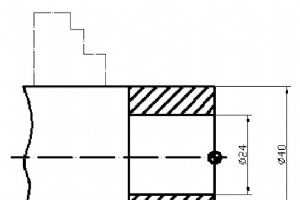
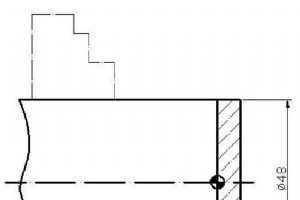
제출자:CNC 프로그래머 그림/이미지 CNC 프로그램 O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

밀링 및 그라인딩용 Osai 10 시리즈 CNC G 코드 전체 목록. Osai 10 시리즈 CNC G 코드 – 밀링 및 그라인딩 G 코드 설명 G00 신속한 축 포지셔닝 G01 선형 보간 G02 원형 보간 CW G03 원형 보간 CCW G04 블록 끝에서 드웰 G09 블록 종료 시 감속 G16 정의된 평면에서 원형 보간 및 커터 직경 보정 G17 1차-2차 축 평면에서 원형 보간 및 커터 직경 보정 G18 3번째-1번째 축 평면에서 원형 보간 및 커터 직경 보정 G19 2-3축 평면에서 원형

Osai 10 시리즈 CNC M 코드는 Osai 10 시리즈 CNC 컨트롤이 있는 CNC 기계에서 작업하는 CNC 기계 기술자 프로그래머를 위한 전체 목록입니다. Osai 10 시리즈 CNC M 코드 M 코드 설명 M0 프로그램 정지 M1 선택적 프로그램 중지 M2 프로그램 종료 M3 스핀들 CW M4 주축 CCW M5 스핀들 정지 M6 도구 변경 M7 보조 냉각수 켜짐 M8 주 냉각수 켜짐 M9 냉각수 꺼짐 M10 축 잠금(선형 및 회전축 잠금) M11 축 잠금 해제(M10 및 M12 비활성화) M1

CNC 기계 기술자/프로그래머/세터가 작업을 쉽게 할 수 있도록 CNC 기계 및 컨트롤에 대한 CNC 알람 및 오류 코드 목록. 이미지:Action Machinery Co., Inc. 화낙 알람 Fanuc 알람 코드의 전체 목록.Fanuc 10/11/12 알람Fanuc 시리즈 15 알람Fanuc 15i 알람Fanuc 16i 18i 알람Fanuc 21 알람Fanuc 21i 경보Fanuc 경보Fanuc 스핀들 경보Fanuc 6M 6T 경보 D.Electron Z32 알람 Z32 CNC 알람 코드의 전체 목록입니다.D.Electr
Fanuc G90 터닝 사이클 Fanuc G90 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다. Fanuc G90 외경/내경 절삭 사이클 또는 G90 직선 절삭 사이클과 같은 많은 이름으로 불립니다. 프로그래밍 형식 G90 X... Z... 또는 G90 U... W... X – 절단할 직경.Z – Z축의 끝점.U – 타겟까지의 x축 증분 거리.W – 타겟까지의 Z축 증분 거리. G90 튜토리얼 G90 터닝 사이클G90 테이퍼 터닝 G90 예시 G90 터닝 사이클 예 N10
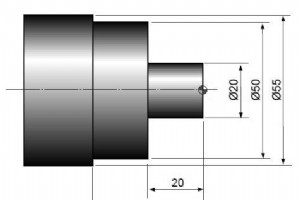
G90 터닝 사이클로 스텝 터닝용 CNC 프로그램을 만드는 방법을 설명하는 Fanuc 0-TC 튜토리얼 Fanuc G90 터닝 사이클 G90 터닝 사이클 설명G90 테이퍼 터닝 Fanuc G90 주기 예시 N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.0 Z-20.0X40.0X35.0X30.0X25.0X20.0G00 X200.0 Z200.0 T0100M30

Osai cnc 컨트롤이 있는 CNC 기계에서 작업하는 cnc 기계 기술자 프로그래머를 위한 오류 메시지 및 수정 조치에 대한 설명이 포함된 Osai 10 시리즈 CNC 오류 메시지. Osai 10 시리즈 CNC 오류 메시지 오류 메시지 및 수정 조치에 대한 설명 NC001 구문 오류 가공 프로그램 블록 또는 MDI 블록에서 구문 오류 발견 NC002 G 코드의 잘못된 축 수 이 메시지는 다음을 나타내기 위해 표시됩니다.– 최소한 하나의 축이 G04에 프로그래밍되어야 합니다.– 하나의 축만 고정 사이클 블록(G81에서 G8

GSK 980 TD / GSK 980 TDb / GSK 980 TDc GSK 980td / 980tdb / 980tdc CNC 컨트롤이 있는 CNC 선반 기계에서 작업하는 CNC 기계 기술자 프로그래머를 위한 알람 목록 CNC 알람 알람 번호 콘텐츠 000 비상 정지 경보 및 ESP 개방 회로 001 파트 프로그램이 없거나 파트 프로그램을 열 수 없습니다. 002 G 명령 값이 음수이거나 소수점입니다. 003 한 단어에 대해 문자가 2개 미만 또는 11개 이상입니다. 004 주소 오류(주소는 A~Z임) 005

G 코드 GSK983M S/V 드릴링 및 밀링 CNC 시스템 G 코드 GSK983M G 코드 함수 G00 포지셔닝 G01 선형 보간 G02 원형 보간(CW) G03 원형 보간(CCW) G04 드웰 G05 고속 연속 절단 모드 G07 연합 사인 곡선 제어 G09 정확한 정지 확인 G10 오프셋 값 설정, 공구 수명 관리 데이터 등록 시작 G11 공구 수명 관리 데이터 등록 종료 G17 XY 평면 선택 G18 ZX 평면 선택 G19 YZ 평면 선택 G20 인치로 입력 G
CNC 기계