

산업 제조
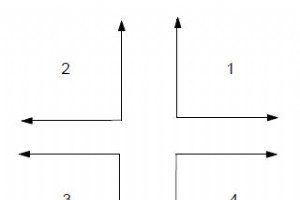
Osai UGS(UCG) – 그래픽 스케일 사용(머신 플롯) Osai 10 시리즈 UGS 명령은 그래픽 디스플레이를 초기화하고 그래픽 디스플레이의 한계와 방향을 설정합니다. 프로그래밍 (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) 매개변수 매개변수 설명 도끼 방향 축 방향 유형을 선택하는 숫자(1에서 4까지)입니다(그림 참조). 기본값은 1입니다 abs-축 디스플레이의 가로 좌표 이름입니다. 발1 가로좌표의 하한입니다 발2 가로좌표의 상한입니다

Osai CGS(CLG) 명령 Osai CGS 명령은 좌표계를 떠나 화면에서 프로파일을 지웁니다. 프로그래밍 (CGS)
Osai DGS(DCG) 명령 Osai DGS 명령은 그래픽 디스플레이를 비활성화하고 표시된 프로파일을 삭제하며 화면에서 좌표계를 제거합니다. DGS 명령을 사용한 후에는 다른 UGS 명령을 사용하여 그래픽 디스플레이를 다시 초기화해야 합니다. 프로그래밍 (DGS)
Osai DIS 명령 Osai DIS 명령을 사용하면 작업자에게 값을 표시할 수 있습니다. 컨트롤은 운영자와의 통신을 위해 예약된 화면 영역의 값을 표시합니다. 프로그래밍 (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) 매개변수 매개변수 설명 피연산자 숫자, 변수 또는 ASCII 문자열일 수 있습니다. 최대 5개의 피연산자를 표시할 수 있습니다. 5개의 피연산자는 모두 80자를 초과할 수 없습니다.피연산자가 숫자인 경우 변수의 일반 범위(5.5 형식) 내에 있습니다.피연
Anilam 프로그램의 댓글 Anilam CNC 프로그래머는 별표(*)를 사용하여 프로그램 목록 내에서 설명을 작성하거나 CNC에서 블록 전체 또는 일부를 마스킹할 수 있습니다.별표가 텍스트 문자열 앞에 배치되면 CNC는 모든 오른쪽 텍스트. 프로그램 예시 예시 1 *N20 G1 X5 Z6N30 … CNC는 전체 블록을 무시합니다. 다음 블록이 실행됩니다. 예시 2 N20 G1 *X5 Z6N21 … CNC가 선형 보간(G1)을 활성화합니다. 그러면 X5 Z6으로 프로그래밍된 이동이 무시됩니다.다음 블록이 실행됩니다. 예시 3
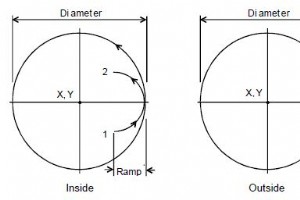
G171 원형 프로필 주기 Anilam G171 원형 프로파일 사이클은 기존 원형의 내부 또는 외부 프로파일을 정리합니다. 프로그래밍 G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn 매개변수 매개변수 설명 X 중심의 X 좌표. 기본값:현재 위치. 선택 사항입니다. Y 중심의 Y 좌표. 기본값:현재 위치. 선택 사항입니다. H Z 절대 시작(빠른) 높이(잘라낼 표면 위 0.1인치 또는 2mm여야 함). 신속하게 실행됩니다. 필수. D 완성된 원의 지름. 음수 값을 입력하면 절단 방향과 시작 및
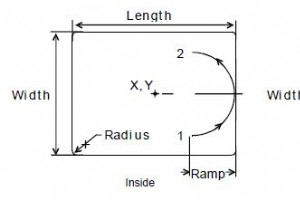
Anilam G172 직사각형 프로필 주기 Anilam G172 직사각형 프로파일 사이클은 직사각형의 내부 또는 외부 프로파일을 정리합니다. 프로그래밍 G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn 매개변수 매개변수 설명 X 중심의 X 좌표. 좌표를 입력하지 않으면 CNC는 포켓을 현재 위치에 중심을 맞춥니다. Y 중심의 Y 좌표. 좌표를 입력하지 않으면 CNC는 포켓을 현재 위치에 중심을 맞춥니다. H 포켓 밀링을 시작하기 전 절대 Z 위치. 표면에서 0.1인치(또는 2mm) 위에
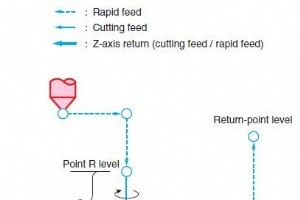
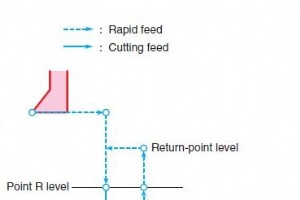
Okuma G73 고속 심공 드릴링 사이클 G73 고속 심공 드릴링 사이클 프로그래밍 G73 X__Y__Z__R__P__Q__F__ 매개변수 매개변수 설명 X,Y 홀 위치 좌표값 Z 구멍 바닥 레벨G90 모드에서: 선택한 좌표계에서의 위치 G91 모드: 포인트 R 레벨로부터의 거리 R 포인트 R 레벨 피 홀 바닥에서의 체류 시간 Q 펙킹 금액(양수, 증분 값) F 이송 속도 가공 순서 (1) 급속이송으로 X축, Y축 방향으로 위치결정(2) 급속이동으로 R점 위치까지 위치결정(3) a에서 Q로 지정한
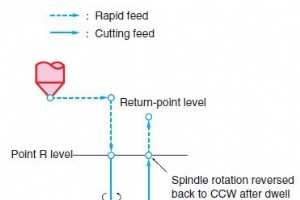
Okuma G74 역 태핑 사이클 G74 역 태핑 주기 프로그래밍 G74 X__Y__Z__R__P__Q__F__ 매개변수 매개변수 설명 X,Y 홀 위치 좌표값 Z 구멍 바닥 레벨G90 모드에서:선택한 좌표계의 위치G91 모드에서:포인트 R 레벨로부터의 거리 R 포인트 R 레벨 피 홀 바닥에서의 체류 시간 Q 포인트 R 레벨의 체류 시간 F 이송 속도 가공 순서 (1) 급속 이송 속도로 X축 및 Y축 방향으로 포지셔닝(2) 급속 이송 속도로 포인트 R 레벨로 포지셔닝(3) 지정된 절삭에서 포인트 Z 레벨로 태핑
Okuma G76 파인 보링 사이클 G76 파인 보링 사이클 프로그래밍 G76 X__Y__Z__R__Q__(I__J__) P__F__ 매개변수 매개변수 설명 X,Y 홀 위치 좌표값 Z 홀 바닥 수준 R 포인트 R 레벨 Q 이동량(아래 설명 참조) I,J 이동량(아래 설명 참조) 피 홀 바닥에서의 체류 시간 F 이송 속도 가공 순서 (1) 급이송으로 X축과 Y축 방향으로 포지셔닝(2) 급이송으로 포인트 R 레벨까지 포지셔닝(3) 지정된 절삭에서 포인트 Z 레벨까지 보링 스핀들이 정방향으로 회전하는 이송 속도(
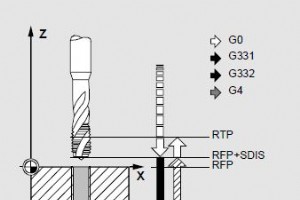
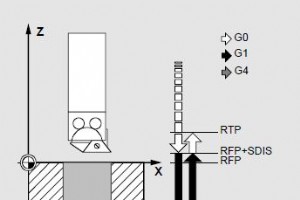
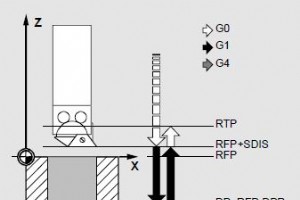
Sinumerik CYCLE84 리지드 태핑 사이클 CYCLE84는 플로팅 탭 홀더를 사용하지 않고 탭 홀을 생성합니다.CYCLE84는 드릴링용으로 지정된 스핀들이 위치 제어 스핀들 모드에서 작동할 수 있는 경우에만 적용할 수 있습니다. 프로그래밍 CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장 홀 깊이
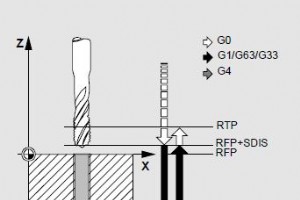
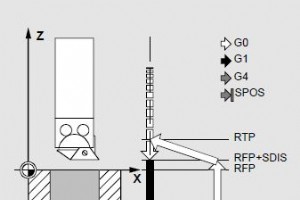
플로팅 탭 홀더를 사용한 Sinumerik CYCLE840 태핑 Sinumerik CYCLE840 사이클을 사용하면 플로팅 탭 홀더로 탭 홀을 생성할 수 있습니다. 인코더 없음 인코더 사용 플로팅 탭 홀더(리지드 테이핑)가 없는 탭핑에는 CYCLE84가 사용됩니다. 프로그래밍 CYCLE840 (RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종
Sinumerik CYCLE85 보어 1 CYCLE85 보어 1 사이클에서 내향 및 외향 동작은 관련 매개변수에서 지정해야 하는 이송 속도로 수행됩니다. 프로그래밍 CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장 홀 깊이/슬롯 깊이/포켓 깊이(절대) 북한 기준 평면에 상대적인 최종 드릴링 깊이/길쭉한 구멍 깊이/슬롯 깊이/포켓 깊이(부호 없
Sinumerik CYCLE86 보어 2 CYCLE86 보어 2 싸이클에서 드릴링 깊이에 도달하면 방향 지정 스핀들 정지가 수행됩니다. 그런 다음 공구는 급이송으로 프로그래밍된 복귀 위치로 이동하고 그곳에서 복귀 평면으로 이동합니다. CYCLE86 사이클은 드릴링용으로 지정된 스핀들이 기술적으로 위치 제어 스핀들 모드에서 작동할 수 있는 경우에만 사용할 수 있습니다. 프로그래밍 CYCLE86 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR, RPA, RPO, RPAP, POSS) 매개변수 매개변수 설명 RT
Sinumerik CYCLE87 보어 3 Sinumerik CYCLE87 보어 3 사이클에서 최종 드릴링 깊이에 도달하면 오리엔테이션 없는 스핀들 정지가 실행된 후 프로그래밍된 정지가 이어집니다. NC 시작 키를 누르면 후퇴 평면에 도달할 때까지 급 이송으로 상향 이동이 계속됩니다. 프로그래밍 CYCLE87 (RTP, RFP, SDIS, DP, DPR, SDIR) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장 홀 깊이/슬롯 깊
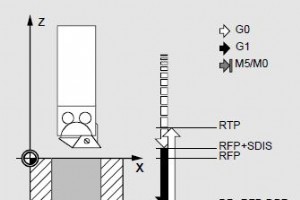
Sinumerik CYCLE88 보어 4 Sinumerik CYCLE88 보어 4 사이클에서 드웰 시간은 오리엔테이션 없는 스핀들 정지 및 프로그래밍된 정지와 함께 최종 드릴링 깊이에 도달할 때 영향을 받습니다. NC 시작 키를 누르면 후퇴 평면에 도달할 때까지 급 이송으로 위로 이동합니다. 프로그래밍 CYCLE88 (RTP, RFP, SDIS, DP, DPR, DTB, SDIR) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장
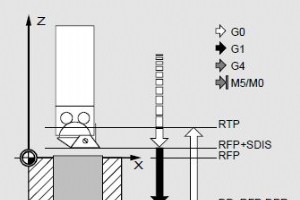
Sinumerik CYCLE89 보어 5 Sinumerik CYCLE89 보어 5 사이클에서 안쪽 및 위쪽 이동은 사이클 호출 전에 프로그래밍된 F 값에서 수행됩니다. 최종 드릴링 깊이에 도달하면 체류 시간이 적용될 수 있습니다. 프로그래밍 CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장 홀 깊이/슬롯 깊이/포켓 깊이(절대) 북한 기준 평면에 상대적인 최종

Osai GTL(높은 수준의 기하학적 프로그래밍) Osai 10 시리즈 CNC 시스템을 사용하면 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어인 GTL을 사용하여 평면에서 기하학적 프로필을 프로그래밍할 수 있습니다. Osai GTL은 직선과 원으로 구성된 프로파일을 프로그래밍하기 위해 도면에서 제공하는 정보를 사용할 수 있습니다. Osai 10 시리즈 CNC는 이러한 요소 사이의 접점과 교차점을 계산합니다. Osai GTL 및 표준 프로그래밍 코드는 동일한 프로그램에서 사용할 수 있지만 동일한 프로필에서는
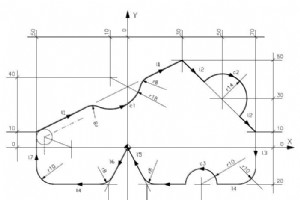
Osai GTL(고급 프로그래밍 언어)을 사용한 Osai 10 시리즈 프로그래밍 예제 Osai GTL 프로그래밍 예제 N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I40J-20r10N12 S...M...T3.3M6M....N13 G0X-30Y0N1
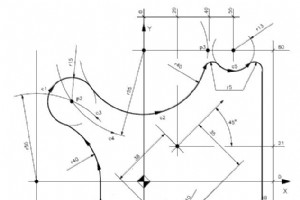
Osai 10 시리즈를 사용하면 프로그래머가 표준 프로그래밍 언어(G1-G2-G3) 또는 고급 프로그래밍 언어(GTL)인 GTL을 사용하여 cnc 프로그램을 만들 수 있습니다.다음은 완전한 Osai GTL 프로그래밍 예제입니다. Osai CNC GTL 프로그램 예시 N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X20 Y21 a45N4 l1=X0 Y-60,a180N5 l2=X50 Y0,a90N6 c6=o1 I-38 J-35 r10N7 l3=c6,a135N8 l4=c6,a-45N9 l5=X0 Y
CNC 기계





