산업 제조
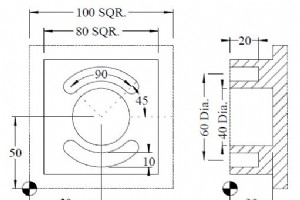
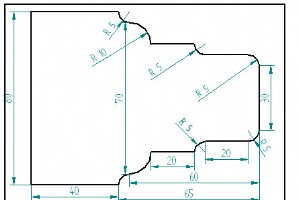
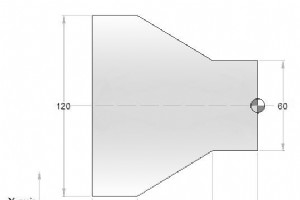
제출자:Brian 요약 G02 G03 G-Codes로 Arc Radius를 가공하기 위한 기본적이고 이해하기 쉬운 cnc 선반 프로그램 예제 그림/이미지 CNC 프로그램 N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S360 N15 G01 X30 F30 N20 G03 X50 Z-10 R10 N25 G01 Z-40 N30 G02 X70 Z-50 R10 N35 G01 Z-100 N40 G00 X100 N45 G00 Z10 N50 M05 N55 M30
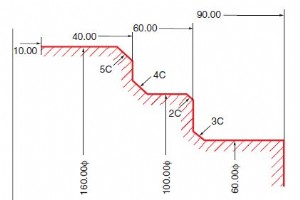
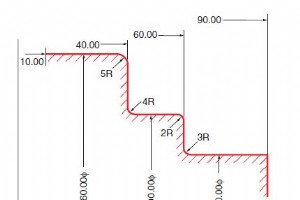
제출자:Brian 요약 구성 요소에서 여러 원호 반경을 가공하는 CNC 선반 프로그램 예제 코드입니다. 그림/이미지 CNC 프로그램 N05 G94 M06 T0101 N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G03 X40 Z-5 R5 N25 G01 Z-25 N30 G02 X50 Z-30 R5 N35 G01 Z-50 N40 G03 X70 Z-60 R10 N45 G02 X80 Z-65 R5 N50 G01 Z-105 N55 G00 X90 N60 G00 Z10 N65 M05 N70 M30

Sherline CNC G 코드 Sherline CNC 밀/선반 작업을 하는 CNC 기계 기술자를 위한 M 코드 전체 목록입니다. Sherline CNC에 대해 자세히 알아보기 Sherline CNC 선반 주요 부품 설명 Sherline CNC Mill 주요 부품 설명 Sherline G 코드 G 코드 함수 G00 빠른 이동(빠른 위치 지정) G01 피드 속도 이동(선형 보간) G02 시계 방향 이동(원형/나선 보간 시계 방향) G03 시계 반대 방향으로 이동(원형/나선형 보간 c-시계 방향) G04 체류 시간

Sherline CNC 선반 부품 및 기능. Sherline CNC에 대해 자세히 알아보기 Sherline G 코드 M 코드 Sherline CNC Mill 주요 부품 설명 Sherline CNC 선반 주요 부품
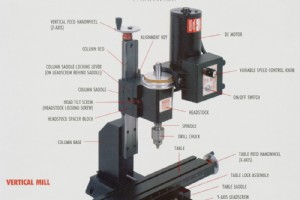
Sherline CNC 밀(VMC) 부품 및 기능. Sherline CNC에 대해 자세히 알아보기 Sherline G 코드 M 코드 Sherline CNC 선반 주요 부품 설명 Sherline CNC Mill 주요 부품

Sherline CNC 시스템 구성 요소 및 연결. 시스템 구성요소 1) 1-5/8″ 수동 핸드휠2) Z축 스테퍼 모터3) 스테퍼 모터 마운트4) 표준 액세서리가 있는 Sherline 수직 밀(그림은 모델 2000 밀)5) 백업 Linux/EMC2 설치 CD, Sherline 지침 CD6) Y축 스테퍼 모터7) X축 스테퍼 모터8) 선택적 A축용 케이블(CNC) 회전 테이블) 연결9) 키보드 및 마우스가 있는 컴퓨터10) 스테퍼 모터 전원 공급 장치용 켜기/끄기 스위치11) USB 드라이브 포트(전면)12) CD -RW 드라이

이 문서는 STOPRE Sinumerik 840D 프로그램 명령에 관한 것입니다. Siemens Sinumerik 840D는 고급 CNC 제어 장치입니다. Sinumerik 840D cnc 제어 기능 중 하나는 Sinumerik 840D가 전처리 파트 프로그램 명령 실행 전 그들. 간단히 말해서 Sinumerik 840D는 CNC 기계보다 빠르게 읽습니다. sinumerik 840D가 cnc 프로그램을 미리 읽는다는 의미입니다. 사이클 시작을 누르면 cnc 기계가 실행되기 시작하지만 이제 sinumerik 840D cnc

몇 가지 이유로 인해 CNC 선반 기계의 보링 바 중 하나가 완전히 손상되어 손상된 보링 바를 새 것으로 교체했습니다. 여기서는 공구 교체에 대한 전체 이야기를 들려드리겠습니다. 엘트로 파일럿 M CNC 기계 FMS-5 중 하나의 보링 바를 Gildemeister의 EPM(Eltro Pilot M) cnc 제어 장치로 교체했습니다. 도구 교체 절차 보링 바 공구 번호 이전 S10K SDUCL 07 , 보링 바에 사용되는 인서트는 DCMT 070204입니다. . 보링바코드에서 알 수 있듯이 보링바 직경은 10mm이며, 이 보링

Mark 25 Mark 21 CNC 컨트롤이 있는 Sodick Wire EDM에 대한 전체 G 코드 M 코드 목록입니다. G 코드 목록 G 코드 설명 G00 Rapid Motion(그래픽에서 점선으로 나타남) G01 직선 절단 동작 G02 원형 절단 동작 - 시계 방향(CW) G03 원형 절단 동작 – 반시계 방향(CCW) G04 드웰(예:G04 x5.0은 날카로운 모서리에서만 5초 동안 드웰) G05 X 축 미러 이미지(켜지면 CRT 판독값이 빨간색으로 바뀜) G06 Y축 미러 이미지(켜지면 CRT 판독값이 빨간색
제출자:Vikram 요약 Mark 21 / Mark 25 CNC 컨트롤이 있는 Sodick Wire Cutting EDM CNC 기계의 CNC 프로그램 예. 그림/이미지 CNC 프로그램 N005 G54 (SELECT COORDINATE SYSTEM A00)N010 G92 X.250 Y-.300 (SET PROGRAM ZERO)N015 G90 (SELECT ABSOLUTE MODE)N020 C411 (SELECT CUTTING CONDITION)N025 G42 H061 (SELECT RIGHT OFFSET AND VALUE)N03
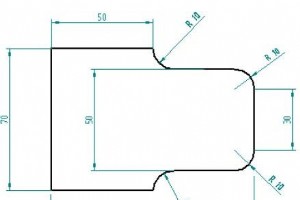
Okuma G75 C-모따기 Okuma G75 G 코드는 날카로운 모서리를 모따기하는 데 사용됩니다. G75는 G01 모드에서만 유효합니다. G75는 비모달이며 명령된 블록에서만 활성화됩니다. Okuma G75 프로그래밍 G75 X Z L 매개변수 매개변수 설명 X, Z 교차점 좌표. L 모따기된 면의 크기. 부호는 축 이동 방향에 따라 결정됩니다. X축(Z축)이동 후 Z축(X축)이 양의 방향으로 이동할 때 “+”. X축(Z축)이동 후 Z축(X축)이 음의 방향으로 이동할 때 “-”. Okuma G75 예제 프로그램
Okuma G76 라운딩 Okuma G76 G 코드는 날카로운 모서리를 둥글게 만드는 데 사용됩니다. G76은 G01 모드에서만 유효합니다. G76은 비모달이며 명령된 블록에서만 활성화됩니다. Okuma G76 프로그래밍 G76 X Z L 매개변수 매개변수 설명 X, Z 교차점 좌표 L 라운딩 원의 반경. 축 이동 방향에 따라 부호가 결정됨Z축(X축)이 X축(Z축) 이후 양의 방향으로 이동할 때 + ) 동작.X축(Z축) 동작 후 Z축(X축)이 음의 방향으로 동작할 때 “-”. Okuma G76 예시 프로그램 ::N

Anilam 4200T CNC 컨트롤을 사용하여 CNC 터닝 기계에서 작업하는 CNC 기계 기술자 프로그래머를 위한 Anilam 4200T M-코드 목록입니다. M코드란(기타 기능) M(기타) 코드 스핀들 정방향/역방향/꺼짐 및 절삭유 켜짐/꺼짐과 같은 기타(M) 기능을 수행합니다. Anilam 4200T M 코드 M 코드 함수 M0 프로그램 정지 M1 옵션 프로그램 중지 M2 프로그램 종료 M3 스핀들 ON FWD M4 스핀들 ON REV M5 스핀들 끄기 M8 냉각수 ON M9 냉각수 OFF M19 스핀
G90 터닝 사이클을 사용하는 방법을 보여주는 GSK 980 TDc CNC 선반 프로그램 예이 CNC 프로그램 예에서는 G90 터닝 사이클이 두 번 사용됩니다.첫 번째 G90 사이클은 스트레이트 튜닝에 사용됩니다.그런 다음 G90 사이클이 사용됩니다. 테이퍼 터닝에 사용됩니다. G90 터닝 사이클 GSK 980 TDc CNC 예 O0002;M3 S300 G0 X130 Z3;G90 X120 Z-110 F200;X110 Z-30;X100;X90;X80;X70;X60;G0 X120 Z-30;G90 X120 Z-44 R-7.5 F150
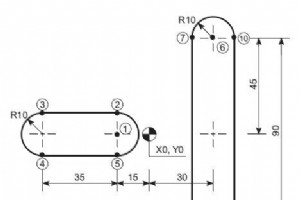
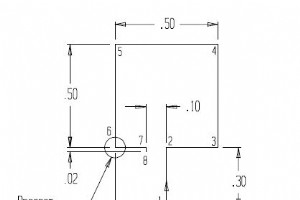
주어진 도면에 대한 올바른 좌표 값을 입력하여 CNC 프로그래밍 기술을 테스트하십시오. CNC 프로그래밍 기술 테스트 1 내 점수: 전체:맞음:틀림:백분율: 정답 포인트 X Y 1 -15 0 2 -15 10 3 -50 10 4 -50 -10 5 -15 -10 6 30 45 7 20 45 8 20 -45 9 40 -45 10 40 45
이 Osai 10 시리즈 CNC 프로그램 예제는 반복(RPT) 및 파라메트릭 프로그래밍과 함께 평면 회전(ROT)을 사용하는 방법을 보여줍니다. Osai 10 시리즈 CNC 프로그램 예시 (UGS, X, -100, 100, Y, -100, 100)N148 (DIS, ...)N149 S1500 T5.5 M6N150 E25 =0N151 (RPT, 8)N152 ( ROT, E25)N153 G X40 Y M3N154 Z0N155 G29 G1 Z-10 F150N156 X80 F200N157 Z-18 F150N158 X40N159 G Z
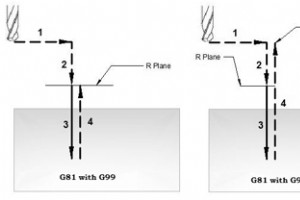
NCT G81 드릴링 사이클은 간단한 드릴링/스팟 드릴링 작업에 사용됩니다. 프로그래밍 G17 G81 X... Y... Z... R... F.. L...G18 G81 Z... X... Y... R... F... L...G19 G81 Y... Z... X... R... F... L.. 매개변수 다음 테이블 X,Y,Z 정의는 G17 평면에 적용되며, 다른 평면의 경우 다음과 같이 변경됩니다.G18 평면 Z X는 홀 위치이고 Y는 드릴링 축입니다.G19 평면 Y Z는 홀 위치입니다 X는 드릴링 축이 됩니다. 매개변수 설명 X X축의
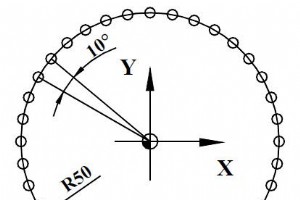
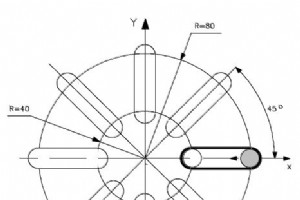
G15 G16 극좌표 명령 및 G81 드릴링 사이클을 사용하여 원에서 드릴링하는 데 G81 드릴링 사이클을 사용하는 방법을 보여주는 NCT 프로그램 예. G 코드 G 코드 함수 G15 극좌표 명령 취소 G16 극좌표 명령 G81 드릴링, 스폿 보링 사이클 NCT 프로그래밍 예시 %O7073(7.3)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L36N160 G80 G15N170 G0
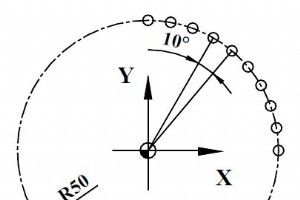
G81 드릴링 사이클 및 G15 G16 극좌표 명령으로 원의 일부를 드릴링하는 방법을 보여주는 NCT 프로그램 예. G 코드 G 코드 함수 G15 극좌표 명령 취소 G16 극좌표 명령 G81 드릴링, 스폿 보링 사이클 NCT 프로그램 예시 %O7074(7.4)N100 T1N110 G54 G0 X0 Y0N120 G43 Z50 H1N130 S1000 M3 M8N140 G16 G0 X50 Y-10N150 G81 X50 YI10 R2 Z-10 L10N160 G80 G15N170 G0 Z100N180 M30%

MAZATROL MATRIX 등의 Mazak 시스템/드라이브 알람 오류 코드 목록 다른 Mazak 알람 목록은 다음 페이지를 참조하십시오. Mazak System/Drive 이상 (1번~99번, 1000번~1099번) Mazak CNC 기계 제어 오류(100번 – 199번, 1100번 – 1199번) Mazak PLC 기계 제어 에러 ( 200번 – 399번, 1200번 – 1399번 ) Mazak CNC 화면 작동 오류 (400번 – 499번, 1400번 – 1499번) Mazak I/O 에러 (500번 – 599번, 15
CNC 기계