산업 제조

MAZATROL MATRIX 등의 Mazak CNC 기계 제어 오류 목록 다른 Mazak 알람 목록은 다음 페이지를 참조하십시오. Mazak System/Drive 이상 (1번~99번, 1000번~1099번) Mazak CNC 기계 제어 오류(100번 – 199번, 1100번 – 1199번) Mazak PLC 기계 제어 에러 ( 200번 – 399번, 1200번 – 1399번 ) Mazak CNC 화면 작동 오류 (400번 – 499번, 1400번 – 1499번) Mazak I/O 에러 (500번 – 599번, 1500번 –

MAZATROL MATRIX 등의 Mazak CNC 화면 조작 오류 목록 다른 Mazak 알람 목록은 다음 페이지를 참조하세요. Mazak System/Drive 이상 (1번~99번, 1000번~1099번) Mazak CNC 기계 제어 오류(100번 – 199번, 1100번 – 1199번) Mazak PLC 기계 제어 에러 ( 200번 – 399번, 1200번 – 1399번 ) Mazak CNC 화면 작동 오류 (400번 – 499번, 1400번 – 1499번) Mazak I/O 에러 (500번 – 599번, 1500번 – 15

Makino Professional 3 CNC 제어(Makino Pro 3) G 코드 목록은 Makino Pro 3(Fanuc 16i/18i) CNC 제어가 있는 CNC 기계에서 작업하는 CNC 기계공을 위한 것입니다. 마키노 프로 3 G 코드 G 코드 함수 G00 신속한 포지셔닝 G01 선형 보간(이송 속도) G02 원형/나선형 보간 CW G03 원형/나선형 보간 CCW G04 드웰 G05 고속 원격 버퍼 작동 G07.1 원통형 보간 G09 정확한 정지 확인 G10 데이터 설정 G11 데이터 설정 모드 취소

Makino Professional 3 CNC 제어(Makino Pro 3) M Makino Pro 3(Fanuc 16i/18i) CNC 제어가 있는 CNC 기계에서 작업하는 CNC 기계공을 위한 코드 목록입니다. Makino Pro 3 M 코드 표준 M 코드 M 코드 설명 M000 프로그램 정지 M001 선택적 중지 M002 프로그램 종료 M003 Cw 방향에서 스핀들 시작 M004 Ccw 방향에서 스핀들 시작 M005 스핀들 정지 M006 자동 도구 변경 M007 미스트 냉각수 또는 에어 블로우 온 M008

Fadal CNC 기계 문제 해결을 위한 Fadal 오류 메시지 및 비상 오류 코드의 전체 목록 Fadal 오류 메시지 N에 필요한 절대 모드 = CNC는 모든 프로브 기능 중에 G90(절대) 모드에 있어야 합니다. 프로브 기능 L9101은 G91(증분) 모드에서 프로그래밍됩니다. 축의 증폭기 오류 이는 컨트롤이 작동해야 하는 축을 감지하지 못하는 경우 전원을 켤 때 발생합니다. 이것은 A축이 사용되지 않고 더미 종단 플러그가 설치된 경우에 자주 나타납니다. 더미 종단 플러그가 설치된 경우 이 메시지를 무시할 수 있습니다.다

Fadal 머시닝 센터용 Fadal PLC 경보 목록/PLC 메시지(GE FANUC 0i MC CNC Controls). PLC 알람 알람 설명 1002 이중 도어 스위치 오류 1003 M02 절전, 초기화로 재설정 1005 도어 열림, MDI 도구 변경 경보 1016 공구 수명 종료 공구 교체 및 공구 수명 화면에서 재설정 1040 스핀들이 작동 중일 때 공구를 변경할 수 없음 1041 Z가 홈 위치에 있지 않으면 도구를 변경할 수 없음 1042 스핀델 방향이 지정되지 않은 경우 도구를 변경할 수 없음 1050

Fadal G Codes M Codes Fadal VMC에서 작업하는 CNC 기계 기술자를 위한 고정 서브루틴 등. G 코드 G 코드 설명 G0 신속한 여행 G1 선형 보간 G2 원호 보간(시계 방향) G3 원형 보간(시계 반대 방향) G4 드웰 P=시간(밀리초)또한:비모달 인포지션 확인 G5 비모달 고속 이동 G8 가속(피드 램프 없음) G9 감속(피드 램프)또한:In Position Check G10 프로그래밍 가능한 데이터 입력L02=고정 장치 X, Y, Z, A, B, P=0, 1-48L10=길이, P=1

CNC 기계 기술자를 위한 Fanuc 0i / 0i Mate 알람 코드. Fanuc 0i 알람 프로그램 오류(P/S 알람) 프로그램 오류/프로그램 및 동작에 대한 알람(P/S 알람) 0 전원을 꺼주세요 1번째 패리티 알람 2 TV 패리티 알람 3자리가 너무 많음 4 주소를 찾을 수 없음 5 주소 후 데이터 없음 6 부정 기호의 불법 사용 7 소수점 불법 사용 9 잘못된 주소 입력 10개의 부적절한 G–코드 11 이송 속도 명령 없음 14 G95(M 시리즈)를 명령할 수 없음 14 불법 리드 명령(T 시리즈) 너무 많은 축이
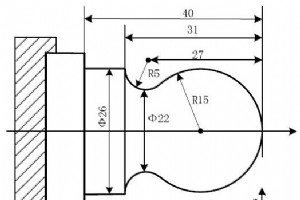
GSK 980 TDc 프로그램 예, 이 cnc 프로그램 예는 G02 G03 원형 보간 G 코드를 사용합니다.CNC 프로그램은 GSK 980 TDc cnc 프로그램에서 두 개의 아크를 함께 결합할 수 있는 방법을 보여줍니다. GSK 980 TDc 프로그래밍 예제 Program: O0001N001 G0 X40 Z5; (Rapidly traverse)N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 a

CNC 기계 기술자 프로그래머를 위한 Citizen Cincom E32 IV G 코드 및 M 코드. G 코드 G 코드 함수 G00 빠른 피드 G01 선형 보간 G02 원호 보간(시계 방향) G03 원형 보간(시계 반대 방향) G04 드웰 G28 기준점 복귀 G32 실 자르기 G50 좌표계 설정 G90 세로 방향 회전 주기 G92 실 자르기 주기 G94 얼굴 터닝 주기 G96 일정한 표면 속도 제어 G97 일정 표면 속도 제어 취소 G98 분당 피드 G99 회전당 피드 G 코드 매크로 G 코드 함수

다음은 Haas Mill 프로그래밍에 사용되는 주소 코드 목록입니다. 4축 로터리 모션 (설정 30, 34, 48, 108)A 주소 문자는 옵션인 네 번째 A 축에 대한 동작을 지정하는 데 사용됩니다. 로터리 축의 각도를 지정합니다. 그 뒤에는 항상 부호 있는 숫자와 최대 3개의 소수점 이하 자릿수가 옵니다. 소수점을 입력하지 않으면 마지막 숫자는 1/1000도로 간주됩니다. B 5축 로터리 모션 (설정 78, 79, 80,108)B 주소 문자는 옵션인 다섯 번째 B축의 동작을 지정하는 데 사용됩니다. 각도 또는 로터리 축을
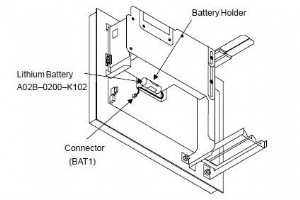
화낙 시리즈 15i 150i Fanuc 배터리 교체 방법 오래된 배터리의 케이블을 분리하고 새 배터리의 케이블을 연결하기까지의 시간은 5분 이내여야 합니다. BIOS 설정은 다음과 같은 절차를 올바르게 수행하면 지워지지 않습니다. 그러나 BIOS 설정이 지워지면 전원을 켤 때 다음 메시지가 표시되고 기본 BIOS 설정이 로드되고 다시 시작됩니다.“251:시스템 CMOS 체크섬 불량 – 기본 구성이 사용되었습니다.”따라서 다음 여부를 확인하십시오. 배터리를 교체하기 전에 BIOS 설정이 기본 설정에서 변경되었는지 여부. 그리고 안타깝
NUM CNC 선반 기계에 대한 완전한 프로그램 예, 이 cnc 프로그램에서 첫 번째 외부 윤곽선이 회전된 다음 홈이 별도의 도구로 가공됩니다. NUM CNC 선반 G 코드 NUM CNC 선반 MCode NUM 760 T 프로그램 예시 %159N1 (AXE)N10 G90 G71 G80 G40 G92 S3000N20 G0 G52 X0 Z0(FINISHING CONTOUR)N30 T1 D1 M6 (TOOL#1)N40 G95 F0.08N50 G97 S800N60 M3 M42N70 G0 X66 Z-24N80 G96 S80N90 G1
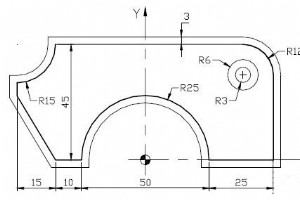
NUM CNC 밀링 프로그램 예 관통 드릴링 및 카운터보어를 사용하여 5mm 깊이까지 외부 윤곽 절단. NUM CNC 밀 프로그램 예 %358N1 (BRIDE)N10 G90 G71 G80 G40N20 G0 G52 Z0(Contour)N30 T4 D4 M6N40 G97 S345N50 G94 F110N60 G0 X62 Y-18N70 Z-5 M3 M41N80 G1 G42 X50 M8N85 G1 Y33N90 G3 X38 Y45 R12N100 G1 X-35 Y45N110 G2 X-50 Y 30 R15N120 G1 X-50 Y25N130
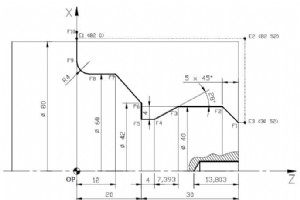
제출자:BEATA 요약 NUM cnc 사이클의 사용을 보여주는 NUM CNC 선반 프로그램 예,G64 회전/면 황삭 사이클G65 그루브 황삭 사이클G87 칩 브레이킹이 있는 드릴링 사이클다중 툴링이 사용됨 이 전체 CNC 가공 작업을 완료합니다. 그림/이미지 CNC 프로그램 %1111(EBAUCHE T2 D2)(FINITION T3 D3)(CENTRAGE DIAM 5 T7 D7)(PERCAGE DIAM 6 T8 D8)N10 G90 G71 G40 G80 G92 S4000 (INITIALIS)(USINAGE EBAUCHE PARAX
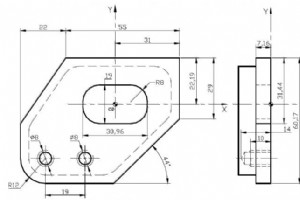
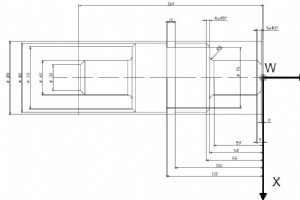
제출자:BEATA 요약 G45 단순 포켓 사이클 등과 같은 많은 NUM 사이클의 작동을 보여주는 NUM CNC 밀 프로그램 예.다음 NUM G 코드 사이클은 이 cnc 프로그램 예에서 사용됩니다. G45 단순 포켓 사이클G71 미터법 데이터 입력G81 센터 드릴링 사이클G80 고정 사이클 취소G87 칩 브레이킹이 있는 드릴링 사이클G84 태핑 사이클G52 측정 원점을 기준으로 절대 치수로 이동 프로그래밍 그림/이미지 CNC 프로그램 %3354(Exemple de cycles en fraisage)N10 G90 G80 G71 G
CNC 예제 프로그램을 사용한 Haas CNC 밀링 원형 보간 프로그래밍 설명, 이 예제는 G02 G03 G 코드로 원형 보간을 프로그래밍하는 동안 cnc 프로그램에서 IJK 또는 R을 제공할 수 있는 방법을 보여줍니다. Haas 원형 보간 R이 프로그래밍하기 더 쉬운데 IJK를 사용하는 이유 R은 정의하기가 더 쉽지만 실수를 저지르고 잘못된 반지름을 얻는 것이 더 쉽습니다. R을 사용하고 시작점이나 끝점을 잘못 지정하여 기계가 여전히 반경을 수행할 수 있는 경우 반경이 잘못됩니다. I, J, K 방법으로 실수하면 기계가 실행하
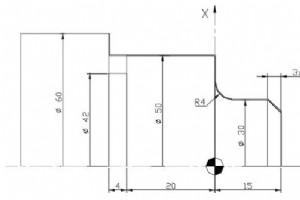
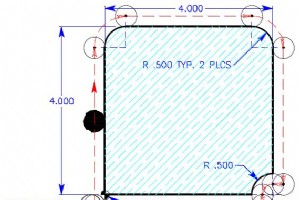
제출자:CNC 프로그래머 요약 CNC 선반 프로그래밍 예, 이 프로그래밍 예에서는 X축 직경 값이 사용되지 않지만 반경 값은 프로그래밍에 사용됩니다. 반경 모드/치수 지정 시 선반에서 X축 이동은 중심으로부터의 거리입니다. 따라서 X1에서 절단하면 직경이 2mm인 부품이 생성됩니다. 그림/이미지 CNC 프로그램 % AlberoN010 G00 X150 Z200 T0101 M06N020 G92 S2400N030 G96 G95 F0.3 S300 M04 M08N040 X50 Z-2N050 G01 X-0.5N060 G00 Z0N070
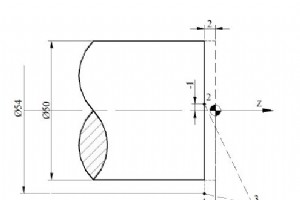
제출자:기계공 요약 구성 요소가 도구와 마주하는 방법을 보여주는 간단한 CNC 선반 프로그램입니다.이는 도구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T03 M06N20 G96 S150 G95 F0.1 D2500 (D = Maximum spindle speed)N30 G00 X54 Z-2 M03 M08N40 G01 X-1N50 G00 X200 Z200 M09N60 M30
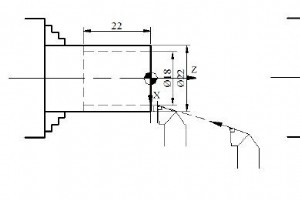
제출자:Brian 요약 매우 간단한 cnc 선반 프로그램으로 직경을 선회하는 방법을 보여주는 매우 간단한 cnc 프로그램입니다.이는 공구 이동도 보여줍니다. 그림/이미지 CNC 프로그램 %N10 T104 M06N20 G97 S2000 G95 F0.1 M03N30 G00 X18 Z2 M08N40 G01 Z-22N50 G01 X26N60 G00 X200 Z200 M09N70 M30
CNC 기계