산업 제조

Fanuc 30i 31i 32i CNC 제어 장치를 사용하여 CNC 기계 가공 센터에서 작업하는 CNC 기계 기술자 프로그래머를 위한 Fanuc 31i G 코드 목록입니다. Fanuc CNC 컨트롤 다음 g 코드 목록은 다음 cnc 제어에도 적용됩니다. Fanuc 시리즈 30i/300i/300is-MODEL A Fanuc 시리즈 31i/310i/310is-MODEL A5 Fanuc 시리즈 31i/310i/310is-MODEL A Fanuc 시리즈 32i/320i/320is-MODEL A Fanuc 31i G 코드 G 코드

Denford Mirac PC는 다목적 2축 CNC 벤치 터닝 센터로 모든 수준의 교육 및 기술 훈련에 이상적입니다.다음은 Denford Mirac PC CNC 선반 G 및 M 코드의 전체 목록입니다. Denford Mirac PC CNC 선반 Mirac PC G-코드 목록 G 코드 함수 G00 포지셔닝(급이송) G01 선형 보간(피드) G02 원형 보간 CW G03 원호 보간 CCW G04 드웰 G20 인치 데이터 입력 G21 측정항목 데이터 입력 G28 기준점 복귀 G40 공구 인선 반경 보정 취소 G41

Okuma M203은 작동 시간 단축 기능 중 하나입니다.참고: M203은 주의해서 사용하세요. Okuma M203 포탑 고정 해제 명령 NC는 동시에 터릿을 고정 해제하고 M203 명령을 수신하면 축 이동을 유발합니다.M203 명령은 동일한 블록에서 G00으로 지정된 경우에만 유효합니다. 예 G01 X200G00 X220 Z300G00 X500 Z800 M203 (Simultaneous movements of X-axis from 220 to 500 and Z-axis from 300 to 800.) X220 Z300 T0202
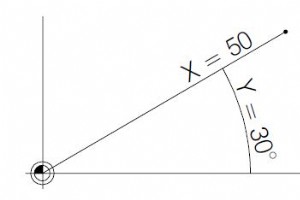
G15 극좌표 보간 종료 G15 극좌표 보간 종료 프로그래밍 G15 G16 극좌표 보간 시작 G16 극좌표 보간 시작 프로그래밍 G16 G16과 G15 사이의 지점은 극좌표로 정의할 수 있습니다. 극좌표를 프로그래밍할 수 있는 평면은 G17 – G19로 선택합니다. 첫 번째 축의 주소로 반경이 프로그래밍되고,두 번째 축의 주소로 각도가 프로그래밍되며,둘 다 공작물 영점과 관련됩니다. 예 N75 G17 G16N80 G01 X50 Z30first axis: radius X=50second axis: angle Y=30
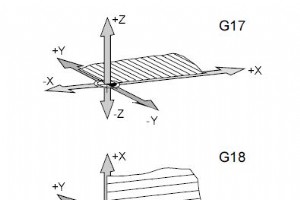
Fanuc G17 G18 G19 평면 선택 G17 G18 G19를 사용하면 원호 보간 및 극좌표 보간을 진행할 수 있고 커터 반경 보정이 계산되는 평면이 정의됩니다.활성 평면에 대한 수직 축에서 공구 길이 보정은 진행했습니다. G17 XY 평면 G17 XY 평면 프로그래밍 G17 G18 ZX-비행기 G18 ZX-비행기 프로그래밍 G18 G19 YZ 평면 G19 YZ-평면 프로그래밍 G19
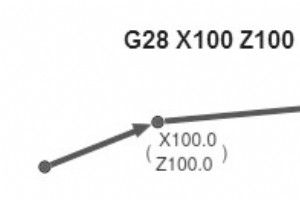
Fanuc G28 접근 기준점 G28을 사용하면 중간 위치(X, Y, Z)를 통해 원점에 접근합니다. 먼저 X, Y 및 Z로 이동한 다음 기준점에 접근합니다. 두 움직임 모두 G00에서 발생합니다! 시프트 G92가 삭제됩니다. 프로그래밍 N... G28 X... Y... Z... 매개변수 매개변수 설명 X, Y, Z 중간 지점의 좌표. 예 G28 X100 Z100
Fanuc G33 스레드 커팅 피팅 도구(보링 또는 페이싱 헤드)를 사용하여 스레드를 절단할 수 있습니다. 참고 피드 및 스핀들 오버라이드 스위치는 G33(100%) 동안 활성화되지 않습니다. 프로그래밍 N... G33 Z... F.. 매개변수 매개변수 설명 F 나사산 피치[mm] Z 스레드 깊이

G43 공구 길이 보정 포지티브 G43을 사용하면 오프셋 레지스터(OFFSET)의 값을 호출하여 공구 길이에 추가할 수 있습니다.프로그램에서 이후의 모든 Z 이동(활성 XY 평면 포함 – G17)에 이 값이 추가됩니다. 프로그래밍 N... G43 H... 예시 N... G43 H05 H05 아래 레지스터에 기록된 값은 이후의 모든 Z 이동에 공구 길이로 추가됩니다. G44 공구 길이 보정 음수 G44를 사용하면 오프셋 레지스터(OFFSET)의 값을 불러와 공구 길이에서 뺄 수 있습니다.프로그램의 모든 후속 Z 이동(활성 X
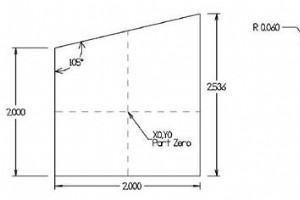
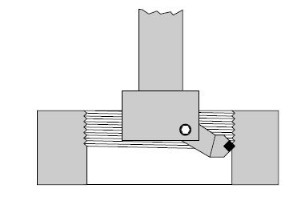
제출자:CNC 프로그래머 요약 Haas 코너 라운딩 및 모따기모따기의 경우 모따기 길이가 표시된 C가 사용됩니다.반경 a의 경우 반경 크기가 표시된 R이 사용됩니다.모따기 또는 모서리 라운딩 블록 두 개의 선형 또는 G01 블록 사이에 삽입될 수 있습니다. 이 두 블록은 두 선형 이동의 교차점 모서리를 지정합니다. 그림/이미지 CNC 프로그램 O00025T2 M06 (.5 END MILL) (D=.5)G00 G90 G54 X-1.5 Y0 S5000 M03G43 H02 Z1. M08G01 Z-0.5 F80.G01 G41 D02 Y

ECS G81 표준 드릴링 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G81 <ENT=..> <RAP=..> <RAL=..> 매개변수 매개변수 설명 이비인후과 작업 피드에서 도달한 깊이 견적 RAP 주기 시작 시 빠르게 도달한 견적 RAL 주기가 끝날 때 견적이 빠르게 도달했습니다.
ECS G81/3 – 3층 드릴링 이 주기를 사용하면 비트가 F... 명령으로 프로그래밍된 피드와 다른 피드(일반적으로 더 낮음)로 전진하는 두 영역을 정의하는 구멍을 뚫을 수 있습니다. 사이클 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G81 <ENT=..> <RAP=..> <RAL=..> <SF1=..> <FE1=..> <SF2=..> <FE2=..> 매개변수 매개변수 설명 이비인후과 깊이 인용 R
칩 브레이킹을 위한 드웰이 있는 ECS G82 드릴링 이 주기와 표준 드릴링 G81의 유일한 차이점은 비트가 칩을 깨기 위해 깊이 견적(ENT)에 도달한 후 비트가 수행하는 드웰입니다. 사이클 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G82 <ENT=..> <RAP=..> <RAL=..> <TIM=..> 매개변수 매개변수 설명 이비인후과 작업 피드에 도달한 깊이 견적 RAP 주기 시작 시 빠르게 도달한 견적 RAL 주기가 끝날 때 견
클리어링이 있는 ECS G83 딥 드릴링 이 사이클은 일반적으로 깊은 구멍을 뚫는 데 사용됩니다. 첫 번째 드릴 비트는 INI 매개변수로 정의된 견적에 도달합니다. . RAP로 빠르게 되돌아간 후 인용하다. 다음에 비트는 (INI + IND ) . 다시 RAP로 돌아갑니다. . ENT 견적에 도달할 때까지 IND가 증가할 때마다 작업이 반복됩니다. 참고: 증분이 IND보다 작은 값에 도달하면 강제로 IND와 같게 됩니다. . 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G83
칩 브레이킹을 위한 드웰이 있는 ECS G83/r 딥 드릴링 이 사이클과 깊은 드릴링 G83의 차이점 다음과 같습니다: 모든 드릴링 단계가 끝날 때 TIM의 드웰이 실행됩니다. 칩이 깨질 때까지 초. 드웰이 끝나면 비트가 RAP로 빠르게 이동하지 않습니다. 인용하지만 바로 다음 드릴링 단계를 시작합니다. 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G83 <ENT=..> <RAP=..> <RAL=..> <INI=..> <IND
ECS G84 태핑 이 사이클은 밀링 머신 스핀들에 위치 변환기가 장착되지 않은 경우 탭하는 데 사용됩니다. 이 경우 기계식 보정 장치가 있는 탭을 사용하는 것도 좋습니다. 다음 사항도 확인해야 합니다. 프로그램된 피드[mm/min] =프로그램된 속도[rpm] * 탭 피치[mm] 참고: ENT 사이의 복귀 움직임 및 RAP 스핀들 회전 감각을 역전시키는 작업 피드에서 이루어집니다. 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G84 <ENT=..> <RAP
ECS G85 보링 사이클 이 사이클과 Standard Drilling G81의 유일한 차이점은 공구가 RAL로 복귀한다는 점입니다. 작업 피드에서 ENT 사이에 견적이 완료되었습니다. 및 RAP , 빠른 속도(G00 ) RAP에서 RAL로 . 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G85 <ENT=..> <RAP=..> <RAL=..> 매개변수 매개변수 설명 이비인후과 작업 피드에 도달한 깊이 견적 RAP 주기 시작 시 빠르게 도달한
ECS G86 스핀들 정지 사이클이 있는 보링 이 사이클과 Standard Drilling G81의 유일한 차이점은 스핀들이 ENT에 도달했다는 점입니다. 견적이 중지되었습니다. 도구가 RAL에 빠르게 도달할 때만 다시 시작됩니다. 인용. 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G86 <ENT=..> <RAP=..> <RAL=..> 매개변수 매개변수 설명 이비인후과 작업 피드에 도달한 깊이 견적 RAP 주기 시작 시 빠르게 도달한 견적
후퇴 사이클이 있는 ECS G87 보링 이 주기는 공구가 ENT에 도달하면 G86 보링 및 스핀들 정지와 다릅니다. 예를 들어, 스핀들은 정지될 뿐만 아니라 특정 위치(M19 기능을 통해)로 향하고 X 및 Y의 움직임으로 분리되고 마지막으로 Rapid에서 RAL으로 이동합니다. 인용. 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G87 <ENT=..> <RAP=..> <RAL=..> <DAX=..> <DAY=..> 매개변수
드웰 사이클이 있는 ECS G89 보링 이 사이클은 드웰 시간을 프로그래밍할 수 있는 표준 보링 사이클 G85와 다릅니다(TIM 초) ENT 도착 사이 RAP에 도달하기 위해 작업 피드에서 수행된 이동 시작까지 인용 인용. 주기 데이터 입력은 MDI 및 편집 모드에서 다음 키 시퀀스를 통해 활성화됩니다. 프로그래밍 G89 <ENT=..> <RAP=..> <RAL=..> <TIM=..> 매개변수 매개변수 설명 이비인후과 작업 피드에 도달한 깊이 견적 RAP 주기 시작 시 빠르게 도

Osai 10 시리즈 명령 SSL G96과 함께 사용되어 CSS 중에 스핀들이 실행될 수 있는 최대 rpm을 설정합니다. 프로그래밍 SSL=value 매개변수 매개변수 설명 가치 10진수를 사용하여 직접 프로그래밍하거나 E 매개변수를 사용하여 간접적으로 프로그래밍할 수 있는 값입니다. 예 SSL = 2000 ;Assign a spindle speed limit of 2000 rpmE32 = 1500SSL = E32 ;Assign a spindle speed limit of 1500 rpm 중요 G96 블록을 입력하기
CNC 기계