

산업 제조
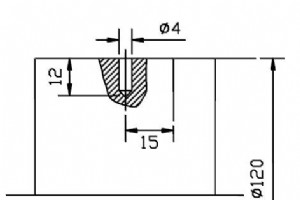
Fanuc G87 사이드 드릴링 고정 사이클 G87 측면 드릴링 사이클은 드리븐 공구를 사용하여 구성요소 직경/측면에서 드릴링하는 데 사용됩니다. 전체 자습서 G87 사이드 드릴링 사이클 읽기 Fanuc G87 측면 드릴링 예시 120º 간격의 3개 홀 O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA DRILL)M5M45G28 H0G97 S3500 M3G0 G80 G98 X122.Z-15.G87 X96.Q3000 M90 F350.C120.Q1000 M17C240.Q1000
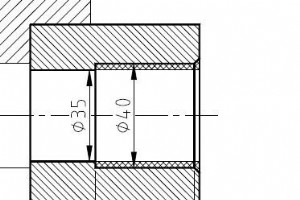
제출자:cnc 프로그래머 요약 간단한 프로그램이 CNC 선반 기계에 이미 뚫린 부품을 보링하는 방법을 보여주는 CNC 프로그래밍 예입니다. 그림/이미지 CNC 프로그램 O0003;N10 G10 P0 Z-85;N20 T606;N30 G50 S2000;N40 G96 G99 S180 F.2 M4 M8 M200;N50 G0 X44 Z2;N60 G1 Z0;N70 X40 Z-2 F.15;N80 Z-40 F.2;N90 X35;N100 G0 Z5;N110 X200 Z100;N120 M30;
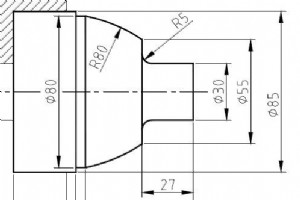
제출자:Jack 요약 외부에서 부품을 회전시키는 CNC 프로그램 예, 회전 윤곽은 선형 및 원형 보간으로 구성됩니다. 그림/이미지 CNC 프로그램 O0004;N10 G10 P0 Z-110;N20 T303;N30 G50 S2500;N40 G96 S220 G99 F.2 M4 M8 M200;N50 G0 X30 Z2;N60 G1 Z-22;N70 G2 X40 Z-27 R5;N80 G1 X55;N90 G3 X80 Z-57 R80;N100 G1 Z-62;N110 X86;N120 G0 X150 Z150 M30;
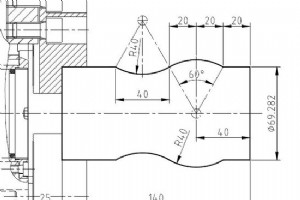
제출자:Vikram 요약 반경이 많은 CNC 프로그래밍 예제. 여러 관절을 함께 호(반지름)로 절단하는 방법을 보여주는 완전한 프로그램입니다. 그림/이미지 CNC 프로그램 O0005;N10 G10 P0 Z-165;N20 T404;N30 G50 S2000;N40 G96 S200 G99 F.2 M4 M8 M200;N50 G0 X69.282 Z2;N60 G1 Z-20;N70 G3 X69.282 Z-60 R40;N80 G2 X69.282 Z-100 R40;N90 G1 Z-105;N100 G0 X150;N110 Z10;N120 M30;
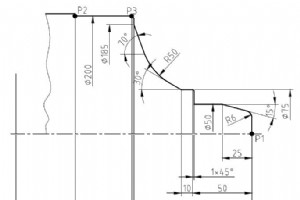
제출자:BEATA 요약 CNC 프로그램에서 직접 각도를 제공하는 방법을 보여주는 CNC 프로그램 예 그림/이미지 CNC 프로그램 O0012;N10 G10 P0 Z-200;N20 T303; (PROFILING)N30 G50 S2200;N40 G96 G99 S230 F0.12 M4 M8 M200;N50 G0 X0 Z3;N60 G1 Z0 ; (P1)N70 ,A90 R6; (FIRST ANGLE)N80 X50 Z-25 ,A165; (SECOND ANGLE A165 comes from 180°-15°=165°)N90 ,A180N100 X

Makino Pro 3 프로그램 보호 디렉토리에 저장된 모든 프로그램은 Memory Lock 키 스위치로 보호됩니다(편집 또는 우발적인 삭제로부터).Makino Pro 3는 매개변수 설정을 사용하여 추가 프로그램 보호 기능을 제공합니다. 마키노 프로 3 프로그램 보호를 위한 Makino Pro 3 매개변수 Pro 3 제어 매개변수 3202를 설정하여 파트 프로그램 번호의 두 범위를 편집하지 못하도록 금지할 수 있습니다.매개변수 3202는 프로그램 편집을 금지하는 데 사용되는 비트 0과 4가 있는 8비트 매개변수입니다. 매개변
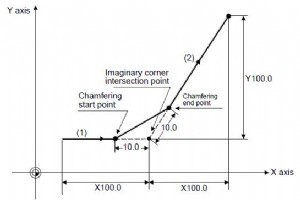
Mitsubishi CNC 코너 모따기 / 코너 라운딩 Mitsubishi CNC가 장착된 머시닝 센터에서는 라인만으로 코너를 형성하는 명령 블록 중 첫 번째로 명령할 블록 끝에 ,C_ 또는 ,R_를 추가하여 임의의 각도에서 모따기 또는 코너 라운딩을 자동으로 수행합니다. 미쓰비시 CNC 코너 모따기 “,C_” 모서리는 모따기가 수행되지 않은 경우 적용되는 가상의 시작 모서리와 최종 모서리에서 ,C_로 명령된 길이를 뺀 위치가 연결되는 방식으로 모서리를 모따기합니다. 프로그래밍 N100 G01 X__ Y__ ,C__ ;N200

빠른 퀴즈 질문에 답하여 cnc 프로그래밍 기술을 테스트하세요. 이 cnc 프로그래밍 퀴즈 테스트, 당신은 G 코드와 그 기능에 대해 얼마나 알고 있습니까? 참고:이것은 Flash 자습서입니다. CNC 프로그래밍 퀴즈
빠른 퀴즈 질문에 답하여 cnc 프로그래밍 기술을 테스트하세요. Evert cnc 프로그래머/기계공은 G &M 코드를 처리해야 합니다. 이 퀴즈는 M 코드에 대한 지식을 테스트합니다. 참고:이것은 Flash 자습서입니다. CNC 프로그래밍 퀴즈
이제 막 cnc 프로그래밍을 배우기 시작한 cnc 프로그래머/기계 기술자를 위한 매우 간단하고 쉬운 프로그래밍 실습입니다. 위에서 그림이 제공되고 일부 누락된 블록이 있는 cnc 프로그램도 아래에 제공됩니다. 누락된 블록을 올바르게 채우면 됩니다. 참고:Adobe Flash 자습서입니다. 해결 방법 누락된 프로그램 블록(지정된 그림에 따라)을 파란색 상자에 제공된 블록으로 채우면 됩니다. 마우스로 드래그하여 적절한 위치에 놓으십시오. 올바른 코드를 배치하면 녹색 확인 표시가 나타납니다. 오른쪽 빈 공간에. CNC 프로그래머
이것은 CNC 선반 프로그래밍 실습입니다. 이 연습은 초보자 수준의 CNC 프로그래머/기계 기술자가 CNC 프로그래밍을 쉽게 배우는 데 도움이 됩니다. 해결 방법 완전한 cnc 프로그램과 함께 매우 기본적인 도면이 아래에 제공되지만 일부 프로그램 블록에 숫자가 누락되어 올바른 값으로 채우면 됩니다. 올바른 프로그램 값이 입력되면 확인 표시가 나타납니다. 참고:이것은 Adobe Flash 자습서입니다. 빈칸 채우기 CNC 프로그래밍 실습
CNC 프로그래밍 기술을 배우고 테스트하기 위한 CNC 프로그래밍 연습, 주어진 도면에 따라 이 프로그래밍 연습의 빈칸을 채우기만 하면 됩니다. 해결 방법 그림은 완전한 cnc 프로그램으로 아래에 제공되지만 일부 프로그램 블록에는 숫자/문자가 누락되어 올바른 값으로 채워야 합니다. 올바른 프로그램 값이 입력되면 확인 표시가 나타납니다. 참고:이것은 Adobe Flash 자습서입니다. CNC 프로그래밍 실습 빈칸 채우기
프로그래밍 기술을 연마하기 위한 CNC 밀링(머시닝 센터) 프로그램 연습 해결 방법 완전한 CNC 프로그램이 포함된 도면이 아래에 제공되지만 일부 프로그램 블록에 숫자가 누락되어 올바른 값으로 채워야 합니다. 올바른 프로그램 값이 입력되면 확인 표시가 나타납니다. 참고:이것은 Adobe Flash 자습서입니다. 빈칸 채우기 CNC CNC 프로그래밍 밀링 연습
다중 아크 조인트를 함께 사용하는 CNC 밀링 프로그래밍 실습입니다. 이 cnc 프로그래밍 연습은 여러 호가 있는 구성 요소에 대한 프로그램을 만드는 방법을 보여주므로 cnc 프로그래머는 여러 원형 보간 G 코드 G02 G03을 사용해야 합니다. 해결 방법 완전한 CNC 프로그램이 포함된 도면이 아래에 제공되지만 일부 프로그램 블록에 숫자가 누락되어 올바른 값으로 채워야 합니다. 올바른 프로그램 값이 입력되면 확인 표시가 나타납니다. 참고:이것은 Adobe Flash 자습서입니다. 빈칸 채우기 CNC Programming E

C.B.Ferrari CNC 머시닝 센터에서 작업하는 CNC 기계 기술자를 위한 C.B.Ferrari Elexa E560 G 코드 전체 목록입니다. C.B.Ferrari E560 G 코드 G 코드 설명 G0 평면과 프로그래밍된 지점의 공간에서 선형 보간으로 축을 빠르게 배치합니다. G1 평면과 프로그래밍된 지점의 공간에서 선형 보간으로 작업합니다. G2 선택한 평면 또는 나선에서 시계 방향으로 원형 보간 G3 선택한 평면 또는 나선에서 시계 반대 방향으로 원형 보간 작업을 합니다. G4 스핀들 회전(G4/n) 또는 10
C.B.Ferrari CNC 머시닝 센터에서 작업하는 CNC 기계 기술자를 위한 C.B.Ferrari Elexa E560 M 코드 전체 목록입니다. C.B.Ferrari E560 M 코드 M 코드 설명 M1 프로그램 정지. M3 시계 방향 스핀들 회전 M4 시계 반대 방향 스핀들 회전 M5 스핀들을 중지합니다. M6 수동 변경 도구(G99에 연결). M7 냉각수 1(외부 물)을 활성화합니다. M8 냉각수 2(스핀들의 물)를 활성화합니다. M9 냉각수를 비활성화합니다. M10 프로그래밍되지 않은 축 잠금을 활성화합

Milltronics CNC 기계에서 작업하는 CNC 기계 기술자 프로그래머를 위한 Milltronics Centurion 7 오류 메시지 전체 목록 Milltronics 오류 메시지 001 잘못된 함수 번호 방금 발생한 상황을 기록하고 기술 지원을 요청하십시오. 존재하지 않는 DOS 기능을 호출했습니다. 002 파일을 찾을 수 없습니다 OLD로 지정된 파일 이름이 존재하지 않습니다. 메뉴를 사용해 보세요. 003 경로를 찾을 수 없습니다 지정된 드라이브 또는 하위 디렉터리가 존재하지 않습니다. 004 열린 파일이 너무 많
프로그램을 완료하기 위한 cnc 프로그래밍 테스트, 이 cnc 프로그램은 여러 개의 호(반지름) 조인트로 구성됩니다. CNC 프로그래머/기계 기술자가 CNC 프로그래밍 기술을 테스트할 수 있는 좋은 연습입니다. 해결 방법 완전한 CNC 프로그램이 포함된 도면이 아래에 제공되지만 일부 프로그램 블록에 숫자가 누락되어 올바른 값으로 채워야 합니다. 올바른 프로그램 값이 입력되면 확인 표시가 나타납니다. 참고:이것은 Adobe Flash 자습서입니다. 빈칸 채우기 CNC 프로그래밍 테스트
AMADA AE NT 시리즈 CNC 터렛 펀치 프레스 G 코드 및 M 코드는 Amada AE255NT / AE2510NT CNC 터렛 펀치 프레스에서 작업하는 CNC 기계 기술자를 위한 것입니다. G 코드 AMADA CNC 터렛 펀치 프레스 G 코드 설명 G00 선형 보간 취소 G01 선형 보간 시작 G04 드웰 G06 워크시트 두께 및 재질 지정 G20/G21 인치/미터 선택 기능 G25 자동 재배치 G27 자동 재배치 G26 볼트 홀 서클[BHC] G28 각도가 있는 선[LAA] G29 호[ARC] G36

Andron andronic 2060 CNC 제어 장치를 사용하여 CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Andron andronic 2060 전체 G 코드 및 M 코드 목록입니다. G 코드 Andronic 2060 G 코드 함수 G00 급 이송 위치 지정 G01 이송 속도로 위치 지정 G02 원호 보간 - 시계 방향 G03 원호 보간 – 반시계 방향 G04 체류 시간 G05 공간 호 보간 G14 매크로 콜 G17 평면 XY G18 평면 ZX G19 평면 YZ G22 하위 프로그램 호출 G23
CNC 기계





