

산업 제조
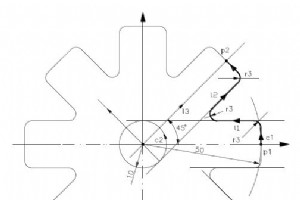
Osai GTL(High Level Geometric Programming Language)을 사용한 Osai 10 시리즈 프로그램 예. Osai 고급 기하학 프로그래밍(GTL) 예제 2회 패스로 프로필 반복 실행 N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50N6 c2=I0 J0 r10N7 l1=c2,a180N8 l3=X0 Y0,a45N9 l2=c2,a45N10 p2=l3,c1,s2N11 GX60 Y0N12 Z-2STA
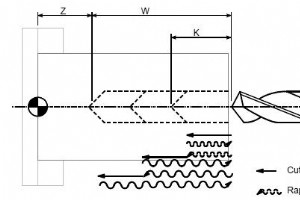
Fanuc Peck 드릴링 매크로 X축과 Z축을 따라 미리 공구를 드릴링 사이클이 시작되는 위치로 이동합니다. 구멍 깊이로 Z 또는 W를 지정하고, 절단 깊이로 K를 지정하고, 구멍을 뚫기 위한 절삭 이송 속도로 F를 지정하십시오. FANUC Series 30i/31i/32i-MODEL A와 같은 Fanuc cnc 컨트롤에서 작동하는 Custom Macro를 따르십시오 프로그래밍 G65 P9100 Z K F 또는 G65 P9100 W K F 매개변수 설명 Z 홀 깊이(절대 프로그래밍) 서 홀 깊이(증분 프로그래밍) K
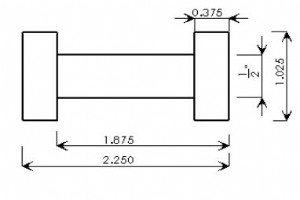
제출자:Vikram 요약 G75 그루빙 사이클을 사용하여 x축에 긴 홈을 가공한 다음 G75 그루빙 사이클을 사용하여 동일한 부품을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010;G71 P2 Q3 ;N2 G01 X1.025; Z-2.420;N3 X1.150;G28 X0.0;G28 Z0.0;T0200 M06;G57;G00 Z-0.500; X1.300;G01 X
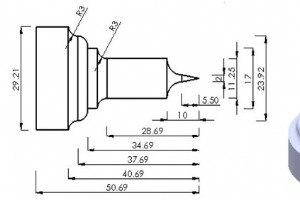
제출자:Vikram 요약 G72 페이싱 사이클을 사용하여 구성 요소의 전체 외부 윤곽을 절단하는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R3; G02 X17 Z-34.69 R3; G01 Z-31.69; G03 X 11.25 Z -28.69 R3; G01 Z-10.0; G03 X2.0 Z-5.
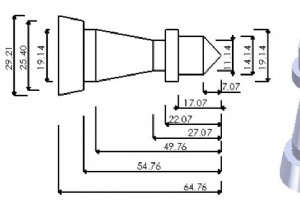
제출자:Vikram 요약 전체 부품을 가공하는 CNC 선반 프로그램, 외부 전체 프로필은 G71 터닝 사이클을 사용하여 터닝되며, G71 사이클은 두 번 사용됩니다. 그림/이미지 CNC 프로그램 G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G71 U0.5R0.2;G71 P2 Q3 ;N2 G01 X0.0; X14.14 Z-7.07; Z-17.07; X19.14; Z-54.76; X25.4;N3 X 29.21 Z-64.76;G00 X 30.0;G28 X0.0;G28
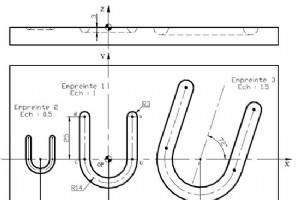
제출자:BEATA 요약 Num G-코드 G74 G77 G59 등을 사용하는 CNC 프로그램 예G74 배율 인에이블G77 리턴이 있는 서브루틴 또는 블록 시퀀스로 무조건 분기G59 프로그램 원점 오프셋 그림/이미지 CNC 프로그램 Main Program%21(FRAISAGE DE TROIS EMPREINTES)N10 G90 G80 G40 G71N20 G0 G52 Z0N30 T1 D1 M6 (FRAISE SPHER DIAM = 6)N40 G94 F212N50 G97 S1061 M3N60 G59 X0 Y0 (DECALAGE ORIGI
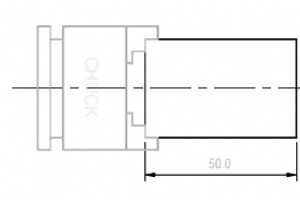
제출자:CNC 프로그래머 요약 직경 22mm의 드릴로 깊이 40mm의 황동 소재 조각을 뚫는 CNC 선반 프로그램입니다. 그림/이미지 CNC 프로그램 G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0.M30
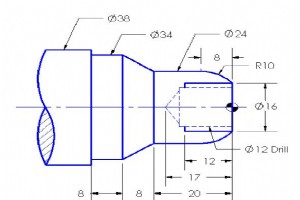
제출자:BEATA 요약 외부 터닝 드릴링 및 내부 보링을 절단하는 CNC 선반 프로그램,다음 사이클 G 코드는 이 CNC 선반 프로그램에서 사용됩니다.G71 터닝 사이클로 OD 터닝 황삭G70 피니싱 사이클로 OD 터닝 마무리 G74 Peck 드릴링 사이클을 사용한 ID 드릴링G01 선형 보간을 사용한 ID 보링 그림/이미지 CNC 프로그램 %O0111 (EX.NO.1);(BILLET DIA38.0*L36.0);N1 (OPN OD PROFILE TURNING);N2 G28 U0.0 W0.0;N3 G92 S2500;N4 G96 S
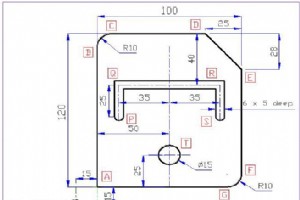
제출자:BEATA 요약 Q. 표시된 수치에 대한 CNC Part Program 작성 측면 밀링의 경우 속도 1200rpm 및 이송 100mm/min홀 드릴링의 경우 속도 1200rpm 및 이송 80mm/min슬롯 밀링의 경우 속도 1200rpm 및 이송 120mm/min 구멍 직경을 15mm로 설정합니다.절대 좌표계를 사용합니다. 해결책: 작업 순서:1 기준점, 좌표계, 도구 설정, 이송 및 속도 값 제공2 반경 보정용 커터 설정 왼쪽 오프셋3 도구를 A에 설정, 스핀들 시작 및 포기 피드(-Z 방향)4 측면 밀링의 추가 절
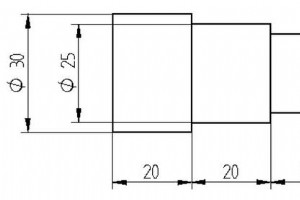
제출자:Vikram 요약 고정 사이클을 사용하여 그림에 표시된 구성 요소의 단계 선삭 작업에 대한 ISO 프로그램을 작성하십시오. 작업물의 직경 =30mm 그림/이미지 CNC 프로그램 N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71 U0.5 R0.5N12 G71 P30 Q80 U0.05 W0.05N30 G01 X20 Z0N40 G01 X20 Z-20N50 G01 X25 Z-20N60 G01 X25 Z-40N70 G01 X30 Z-40N80 G01 X30 Z-60N100 G28 U0 W0N1
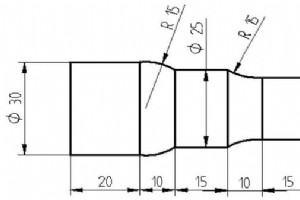
제출자:Vikram 요약 고정 사이클을 사용하여 FANUC 제어 기계용 CNC 선반 프로그래밍을 작성하십시오. 공작물의 직경 =30mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 N0 G90 F0.5 S1200 T0101 M03N10 G00 X35 Z2N30 G71 U0.5 R1N35 G71 P36 Q90 U0.05 W0.05N36 G01 X20 Z0N50 G01 X20 Z-15N60 G02 X25 Z-25 R15N70 G01 X25 Z
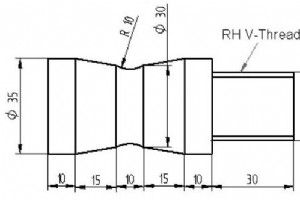
제출자:Vikram 요약 고정 사이클을 사용하여 주어진 구성 요소에 대한 FANUC 제어 CNC 선반용 파트 프로그램을 작성하십시오. 절삭 깊이 0.5mm 및 속도 1200rpm을 취하십시오. 적절한 절삭 조건과 절삭 공구를 가정합니다. 그림/이미지 CNC 프로그램 To determine U= (Max. Dia of wp- min dia of profile)/2 = (35-25)/2 = 5N0 G90 F0.2 S1200 T0101 M04N10 G00 X38 Z2N30 G73 U5 R10N40 G73 P50 Q120 U0.05 W
제출자:Vikram 요약 서브루틴 코드를 사용하여 FANUC 제어 기계용 CNC 선반 프로그램을 작성하십시오. 공작물의 직경 =40mm, 절삭 깊이 =0.5mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 그림/이미지 CNC 프로그램 Main Program:N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N30 M98 P12000 (call subprog O2000 once)N130 G28 U0 W0N140 M05 M30Subprogram:O2000;N30 G73 U
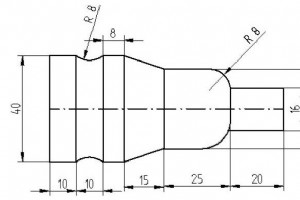
제출자:CNC 프로그래머 요약 G76을 사용하여 가공물에서 왼나사를 절단하고 G75 홈 가공 사이클을 사용하여 홈 가공을 하는 CNC 선반 프로그래밍 예. 그림/이미지 CNC 프로그램 N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N50 G03 X20 Z-10 R10N60 G01 X24 Z-20N70 G02 X35 Z-30 R10N71 G01 X35 Z-40N80 G03 X40 Z-52 R10N90 G01 X40 Z-117N11
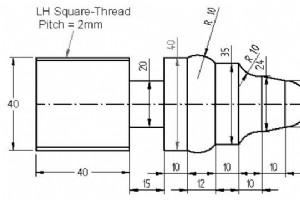
제출자:CNC 프로그래머 요약 부품의 LH(왼손) 나사산을 절단하고G71 터닝 사이클을 사용하여 부품 프로파일을 절단하는 CNC 선반 프로그램G75 홈 가공 사이클을 사용하여 홈 가공.다음을 위한 ISO 부품 프로그래밍 작성 FANUC는 고정 사이클을 사용하여 CNC 선반을 제어했습니다. 가공물 직경 =30mm, 가공물 소재 =연강, 이송 =0.2mm/rev, 선삭 속도 =1200rpm, 절삭 깊이 =0.5mm. 그림/이미지 CNC 프로그램 N0 G90 F0.5 S1200 T0101 M04N20 G00 X30 Z2N40 G71
제출자:Vikram 요약 FANUC 제어 기계용 CNC 선반 프로그래밍을 작성하십시오. 공작물의 직경 =30mm, 속도 =1200rpm을 취하십시오. 피드 및 기타 데이터를 적절하게 가정합니다. 이 프로그램은G73 패턴 반복 주기G76 스레딩 주기를 사용합니다. 그림/이미지 CNC 프로그램 N5 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z2N15 G00 Z0N20 G01 X0 (Facing operation)N21 G00 X30 Z2N30 G73 U7 R14 (Pattern Repeating Canned
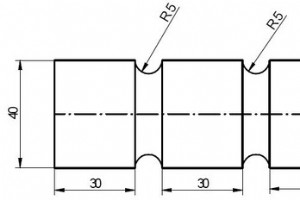
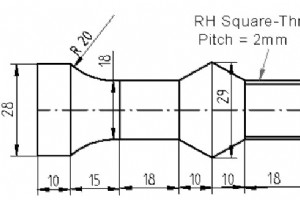
제출자:Vikram 요약 동일한 패턴을 절단하기 위해 하위 프로그램을 여러 번 호출하는 CNC 선반 프로그램입니다.하위 프로그램은 XZ 대신 UW를 사용하여 프로그램을 더 쉽게 이해하고 디버그할 수 있도록 합니다. 그림/이미지 CNC 프로그램 Main Program:N5 G90 F0.2 S1200 T0101 M04N10 G00 X40 Z0N20 M98 P37000 (call subprog O7000 three times)N30 G01 W-30N40 G28 U0 W0N50 M05 M30Subprogram:O7000;G01 U0 W
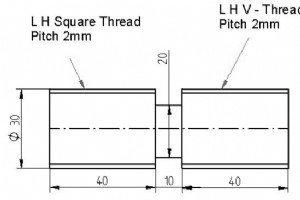
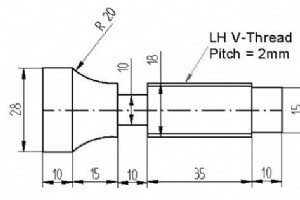
제출자:Vikram 요약 양쪽 끝에 나사산이 있는 나사(도웰 나사)는 G76 스레딩 사이클을 사용하여 CNC 선반에서 쉽게 제조할 수 있습니다. 다른 쪽 끝은 G76 스레딩 사이클을 사용합니다. 그림/이미지 CNC 프로그램 N01 G90 F0.2 S1200 T0101 M04N10 G00 X30 Z5N20 G00 X30 Z0N30 G76 P010160 Q10N40 G76 X27.6 Z-40 P1200 Q100 F2 (RH THREAD FROM Z0 TO Z-40)N50 G01 X30 Z-90N60 G76 P010160 Q0.5N7
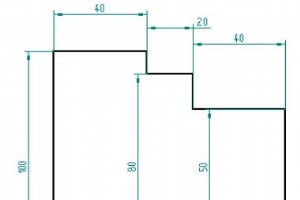
제출자:Jack 요약 내 cnc 클래스 예제의 매우 간단한 cnc 프로그램입니다. 그림/이미지 CNC 프로그램 N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
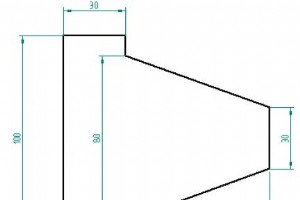
제출자:Brian 요약 CNC 선반 기계에서 테이퍼를 절단하는 매우 기본적이고 간단한 CNC 프로그램입니다. 그림/이미지 CNC 프로그램 N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M30
CNC 기계





