산업 제조

제품 설계자는 금속 부품을 제조해야 할 때 선택할 수 있는 제조 방법이 매우 다양하다는 것을 알게 됩니다. 이 중에서 가장 인기 있는 두 가지 옵션은 주조와 가공입니다. 그런데 어떻게 비교하나요? 이 기사에서는 일반적인 장점과 단점을 포함하여 두 가지 귀중한 금속 제조 공정에 대한 개요를 제공합니다. 그 후에는 주조와 가공이 어떻게 비교되는지, 그리고 어떤 공정이 제조 응용 분야에 가장 적합한지 이해하게 될 것입니다. 캐스팅이란 무엇인가요? 금속 주조는 용융된 금속을 금형(때때로 다이라고도 함)에 붓고 완전히 응고될 때까지

금속 가공 및 주조 공정은 제작자에게 둘 중 하나를 선택하는 비교로 묘사되는 경우가 많습니다. 그러나 주조와 기계 가공에 관한 최근 기사에서 암시했듯이 가장 효율적인 생산 수단은 주조와 기계 가공을 함께 활용하는 경우가 많습니다. 이 기사에서는 주물 가공의 이점과 이러한 제조 공정을 모두 다음 설계에 통합할 수 있는 방법을 요약합니다. 기계주조란 무엇인가요? 가공 주조는 먼저 반제품으로 주조된 후 정밀 CNC 가공으로 마무리되는 부품입니다. 다이 캐스팅, 인베스트먼트 주조 또는 샌드 캐스팅과 같은 여러 주조 방법 중 하나를

CNC 가공의 발전은 중요한 기술 발전으로 표시되었습니다. 펀치 테이프와 초보적인 프로그래밍의 초기부터 CNC 가공은 정교한 소프트웨어와 고속 다축 기계를 통합하도록 발전했습니다. 최근 몇 년 동안 CNC 가공 분야에서 인공 지능(AI)이라는 새로운 기술 개발이 주목을 받기 시작했습니다. 데이터로부터 학습하고, 결정을 내리고, 시간이 지남에 따라 개선하는 능력을 갖춘 AI는 CNC 가공에 새로운 혁신의 물결을 가져올 준비가 되어 있습니다. 이 기사에서는 CNC 가공에서 AI의 역할에 대해 더 자세히 알아보고 AI의 현재 응용 프

전 세계 기업에서는 CNC 가공을 사용하여 세라믹, 목재, 복합재 등 다양한 재료로 고품질 부품을 제작합니다. 금속과 플라스틱은 대량 생산의 선두에 있으며, 금속은 더 넓은 가공성을 누리고 있습니다. 기계 기술자는 속도, 피드, 도구 등을 조정하여 금속 문제를 능숙하게 해결할 수 있습니다. 그러나 플라스틱은 뚜렷한 과제를 안고 있습니다. 강철, 황동, 알루미늄 및 티타늄에 효과적인 방법은 동일한 결과를 얻기가 어렵습니다. 그 결과 수준 이하의 마감 처리와 부정확한 치수로 인해 수많은 부품이 거부되었습니다. 플라스틱 가공의 고유한

Ra – Rz – N 표면 거칠기 변환기 Ra, Rz 또는 N 거칠기 값이 있고 이에 상응하는 값을 다른 단위로 가져와야 합니까? 이를 위해서는 무료 도구를 사용하세요. 변환할 공통 값 중에서 선택하세요: 참고 사항: Ra와 Rz 값 간의 정확한 변환은 불가능합니다 왜냐하면 둘은 서로 다른 속성이기 때문입니다. 통계를 바탕으로 대략적인 추정만 가능합니다. 거칠기 값이 높을수록 변환 정확도가 떨어집니다. Ra와 Rz 간의 변환은 좋은 엔지니어링 관행이 아닙니다. 기술 도면에 표면 거칠기가 표시된 방법에 따라 측정하는 것이 좋습
무료로 제공되는 직관적인 도구를 사용하여 맞춤형 설비를 쉽게 디자인하세요. 단 20분 만에 3D 프린팅에 최적화된 3D 파일을 Xometry 계정으로 내보낼 수 있습니다. 지금 픽스처메이트 실행 Xometry에 계정이 없나요? 여기에서 만드세요 작동 방식 부품 CAD 파일 업로드 부품을 STL, 3MF 또는 STEP 파일로 업로드하고 작업공간 내에 배치하세요. 최상의 성능을 위해서는 10MB 미만의 파일을 업로드하세요. 베이스플레이트 정의 표준 제조 부품이든 완전 3D 프린팅이든 상관없이 귀하의 요구에 맞는 베이스플레이
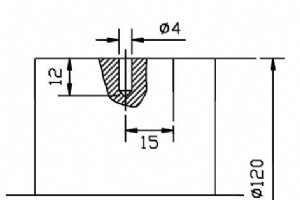
Fanuc G87 사이드 드릴링 고정 사이클 G87 측면 드릴링 사이클은 드리븐 공구를 사용하여 구성요소 직경/측면에서 드릴링하는 데 사용됩니다. 전체 자습서 G87 사이드 드릴링 사이클 읽기 Fanuc G87 측면 드릴링 예시 120º 간격의 3개 홀 O0021G21;G10 P0 X0 Z-100;N8 G28 U0.T808(RADIAL 4MM DIA DRILL)M5M45G28 H0G97 S3500 M3G0 G80 G98 X122.Z-15.G87 X96.Q3000 M90 F350.C120.Q1000 M17C240.Q1000
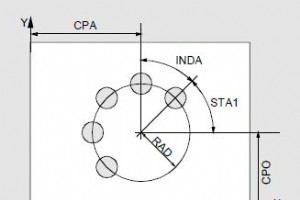
Sinumerik HOLES2 홀 서클 Sinumerik HOLES2 사이클을 사용하면 구멍 원을 가공할 수 있습니다(BHC). 프로그래밍 HOLES2 (CPA, CPO, RAD, STA1, INDA, NUM) 매개변수 매개변수 설명 CPA 중심점 원/주머니, 가로 좌표(절대) CPO 중심점 원/포켓, 세로좌표(절대) 라드 원의 반지름(기호 없이 입력) STA1 시작 각도값:-180~180도 인다 인덱싱 각도 NUM 구멍/길쭉한 구멍/슬롯 수
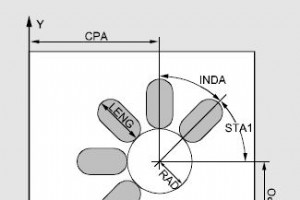
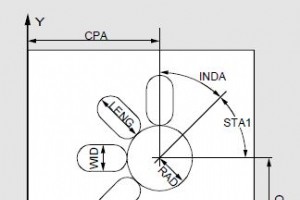
Sinumerik LONGHOLE 원의 길쭉한 구멍 Sinumerik LONGHOLE 사이클을 사용하면 연장된 구멍을 원형으로 배열할 수 있습니다.길어진 구멍의 너비는 공구 직경에 의해 결정됩니다. 프로그래밍 LONGHOLE (RTP, RFP, SDIS, DP, DPR, NUM, LENG, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링 깊이/연장 홀 깊이/슬롯
서클의 Sinumerik SLOT1 슬롯 Sinumerik SLOT1 사이클을 사용하면 원에 정렬된 슬롯을 생성할 수 있습니다. 슬롯의 세로 축은 방사형 방향입니다. 연장된 구멍과 달리 슬롯 폭에 대한 값이 지정됩니다.Sinumerik SLOT1 사이클은 조합된 황삭/정삭 사이클입니다. 프로그래밍 SLOT1 (RTP, RFP, SDIS, DP, DPR, NUM, LENG, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 매개변수
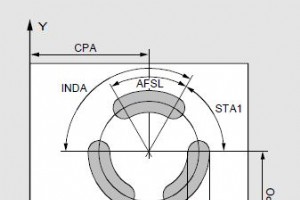
Sinumerik SLOT2 원주형 슬롯 Sinumerik SLOT2 사이클을 사용하면 원에 배열된 원형 슬롯을 생산할 수 있습니다.Sinumerik SLOT2 사이클은 결합된 황삭/정삭 사이클입니다. 프로그래밍 SLOT2 (RTP, RFP, SDIS, DP, DPR, NUM, AFSL, WID, CPA, CPO, RAD, STA1, INDA, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전
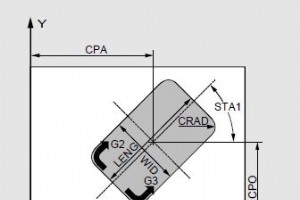
Sinumerik POCKET1 직사각형 포켓 밀링 Sinumerik POCKET1 사이클을 사용하면 가공 평면의 모든 위치에서 직사각형 포켓을 생성할 수 있습니다.Sinumerik POCKET1 사이클은 결합된 황삭/정삭 사이클입니다. 프로그래밍 POCKET1 (RTP, RFP, SDIS, DP, DPR, LENG, WID, CRAD, CPA, CPO, STA1, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절
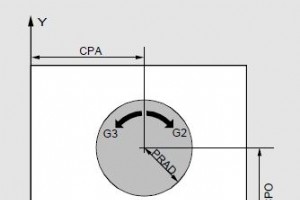
Sinumerik POCKET2 원형 포켓 밀링 Sinumerik POCKET2 사이클을 사용하면 원형 포켓을 생산할 수 있습니다.Sinumerik POCKET2 사이클은 결합된 황삭/정삭 사이클입니다. 프로그래밍 POCKET2 (RTP, RFP, SDIS, DP, DPR, PRAD, CPA, CPO, FFD, FFP1, MID, CDIR, FAL, VARI, MIDF, FFP2, SSF) 매개변수 매개변수 설명 RTP 귀국 비행기(절대) RFP 기준 평면(절대) SDIS 안전 거리(기호 없이 입력) DP 최종 드릴링
GTCNC-150iM-II G 코드 M 코드 밀링 머신 및 머시닝 센터용 GREAT-150iM-II 또는 GTCNC-150iM-II G 코드 M 코드 G 코드 G 코드 설명 G00 신속한 포지셔닝 G01 선형 보간 G02 원형/나선형 보간 CW G03 원형/헬리컬 보간 CCW G33 스레딩 G04 드웰 G15 극좌표 명령 취소 G16 극좌표 안내 G17 X-Y 평면 선택 G18 Z-X 평면 선택 G20 인치 입력(영문법) G21 밀리미터 입력(미터법) G28/G281/G282/G283 첫 번째 기준점으로

GTCNC-60TT G 코드 M 코드 CNC 선반용 GREAT-60TT 또는 GTCNC-60TT G 코드 M 코드. G 코드 G 코드 설명 G00 빠른 동작 G01 선형 보간 G02 원형 보간 CW G03 원호 보간 CCW G33 실 자르기 G04 드웰 G20 인치 형식 입력 G21 미터 형식 입력 G28 X, Z축 최초 기준점 복귀 G281 X축 첫 번째 기준점으로 복귀 G283 Z축 첫 번째 기준점으로 복귀 G26 ZX축 프로그램 원점 복귀 G261 X축 프로그램 원점 복귀 G263 Z축 프로그램

GTCNC-150iT-II G 코드 M 코드 CNC 선반용 GREAT-150iT-II 또는 GTCNC-150iT-II G 코드 M 코드 G 코드 G 코드 설명 G00 신속한 포지셔닝 G01 선형 보간 G02 헬리컬 보간 CW G03 헬리컬 보간 CCW G33 트레딩 G04 드웰 G17 X-Y 평면 G18 Z-X 평면 G19 Y-Z 평면 G20 인치 형식 입력 G21 미터 형식 입력 G28/G281/G282/G283 첫 번째 기준점으로 돌아가기 G30/G301/G302/G303 2번째, 3번째, 4번째 기준

CNC 기계 잠금 장치 CNC 기계 잠금 장치는 실제로 부품을 만들기 전에 CNC 프로그램을 테스트하는 데 매우 편리한 기능입니다. 기계 잠금 장치에서 축은 위치에 고정되어 있지만 디스플레이의 프로그램에 따라 위치가 변경되므로 CNC 기계공이 부품을 만들기 전에 문제를 파악할 수 있습니다. 기계 잠금에는 두 가지 유형이 있습니다. 모든 축을 따라 이동을 중지하는 모든 축 기계 잠금 장치 지정된 축을 따라서만 이동을 중지하는 지정 축 기계 잠금 장치 기계 잠금을 활성화하려면 운영자 패널의 기계 잠금 스위치를 누르십시오. 도

G87 방사형 드릴링 사이클 Fanuc G87 Radial Drilling Cycle은 전동 공구로 측면 방사형 드릴링 사이클을 활성화합니다. Fanuc G87 방사형 드릴링 사이클은 FANUC 시리즈 21i/18i/16i– TA 및 호환 가능한 cnc 제어 장치에서 작동합니다. 예 Fanuc G87 방사형 드릴링 사이클 프로그래밍 예 프로그래밍 G87 X F Q P R 매개변수 매개변수 설명 X 드릴 종료 시 절대값 F 드릴링 피드(mm/분) Q 절삭 깊이(1000분의 1) 피 홀 바닥에서 일시 중지(1000분의
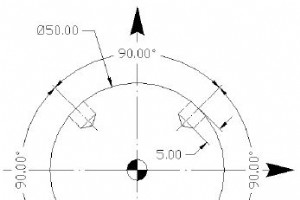
Fanuc G87 방사형 드릴링 사이클 Fanuc G87 Radial Drilling Cycle은 전동 공구로 측면 방사형 드릴링 사이클을 활성화합니다. G87 방사형 드릴링 사이클 예시 공작물 영점에서 20mm 떨어진 곳에 4개의 방사형 홀 N34 …(turning of component)N35 M37N36 G28 C0N37 T101 (RADIAL BIT)N38 G54N39 M303 S2000N40 G94N41 G0 X55 Z5N42 Z-20 M8N43 C0 M20N44 G87 X40 F100N45 C90 M20N46 C1

Fanuc G87 사이드 드릴링 고정 사이클 G87 측면 드릴링 사이클은 드리븐 공구를 사용하여 구성요소 직경/측면에서 드릴링하는 데 사용됩니다. Fanuc G87 사이드 드릴링 통조림 사이클은 FANUC Oi 및 호환되는 cnc 제어 장치에서 작동합니다. 프로그래밍 G87 X F Q P R 매개변수 매개변수 설명 X 최종 드릴 깊이(절대 치수(mm)) H 두 구멍 사이의 거리(도) K 홀 수. Q 절삭 깊이(미크론). 피 홀 바닥의 체류 시간 F 이송 속도(mm/min). 예 N5 G28 U0.T505M5M
CNC 기계