산업 제조
Fanuc G73 패턴 반복 주기는 CNC 기계공이 거친 재료 제거 프로그램을 쉽게 프로그래밍/유지 관리/디버깅하는 데 도움이 됩니다. Fanuc G73 패턴 반복 주기는 윤곽을 따라 절단하여 거친 재료를 제거합니다.그래서 첫 번째 절단부터 G73 패턴 반복 주기는 마무리 구성 요소와 동일한 모양을 절단합니다. . Fanuc G73 패턴 반복 주기 형식 G73 U W RG73 P Q U W F Fanuc G73 패턴 반복 고정 사이클 G73 첫 번째 CNC 프로그램 블록 U – X축에서 이탈 거리 및 방향(반지름 값). 이것은
Kyocera 절삭 공구 및 인서트 카탈로그는 Kyocera 웹사이트 http://americas.kyocera.com/kicc/cuttingtools/catalog.html에서 무료로 다운로드할 수 있습니다. 다음 Kyocera 카탈로그를 사용할 수 있습니다.2013 Milling Catalog2012-2013 Turning Catalog2013 Drilling Catalog Kyocera 절삭 공구 및 인서트 카탈로그 2011-2012 교세라 절삭 공구 카탈로그 PDF 무료 다운로드 Kyocera 절삭 공구 및 인서트 카
Korloy 절삭 공구 카탈로그 KORLOY의 영문 미터법 종합 카탈로그 및 다이제스트 카탈로그의 최신 버전은 KORLOY 웹 사이트에서 PDF 형식으로 제공됩니다. http://www.korloy.com/korloy_en/contents/product/05.htmlhttp://www.korloy.com/eng/catalog/catalogF.html Korloy 절삭 공구 카탈로그 KORLOY CUTTING TOOLS 2013 (Metric) (pdf)KORLOY CUTTING TOOLS 2012 (INCH) (pdf)KO
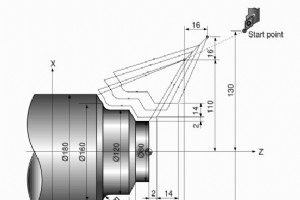
Fanuc G73 패턴 반복 주기에 대한 CNC 프로그래밍 예제 Fanuc G73 패턴 반복 주기는 여기에서 이미 설명했습니다.CNC Fanuc G73 패턴 반복 주기 다른 Fanuc G73 패턴 반복 주기 예를 원할 수도 있습니다.CNC Fanuc G73 패턴 반복 주기 CNC 프로그램 예Fanuc G73 패턴 반복 고정 주기 기본 CNC 샘플 프로그램 Fanuc G73 패턴 반복 주기 프로그래밍 예 이 cnc 프로그램 예제는 또한 cnc 기계공이 z축 이동에 대해 Z 대신 W를 사용할 수 있는 방법을 보여줍니다. Fan
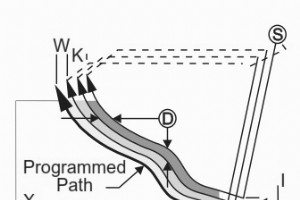
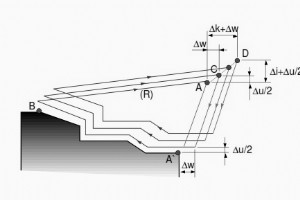
Haas G73 불규칙 경로 선삭 사이클 G73 패턴 반복 주기는 X축과 Z축 모두에서 일정한 양의 재료를 제거하려는 경우에 가장 적합합니다. 포맷 G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012 Haas G73 불규칙 경로 스톡 제거 사이클 CNC 선반 매개변수 D – 절단 패스 수, 양수I – 첫 번째 절단에서 마지막 절단까지의 X축 거리 및 방향, 반경K – 첫 번째 절단에서 마지막 절단까지의 Z축 거리 및 방향P – 황삭 경로의 시작 블록 번호Q – 황삭 경로의 끝 블록 번호U – G73

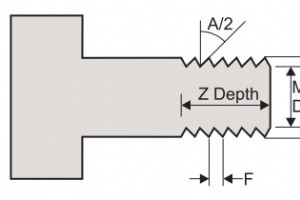
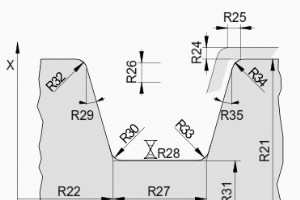
Siemens Sinumerik 840C/840 Sinumerik 810/820T 사이클 L97 나사 절삭 사이클은외부 나사 절삭내부 스레딩테이퍼 스레딩가로 나사에 사용할 수 있습니다. 공구 인피드는 자동이며 점진적으로 2차입니다. 이렇게 하면 절단 단면이 일정하게 유지됩니다. 프로그램 예는 외부 스레딩용 Sinumerik L97 나사 절삭 주기 프로그램 예를 참조하십시오. Sinumerik L97 나사 절삭 사이클 L97 나사 절삭 주기 매개변수 R20 – 나사산 피치.R21 – X축 나사산 시작점.R22 – Z축 나사산
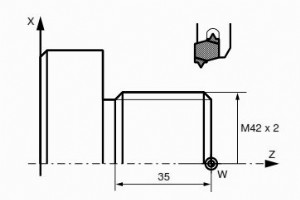
Siemens Sinumerik L97 Thread Cutting Cycle은 외부 스레드, 내부 스레드, 테이퍼 스레드 및 가로 스레드 절단에 사용할 수 있습니다. 다음은 CNC 기계공이 Sinumerik L97 스레딩 사이클로 외부 나사산을 절단하는 방법을 보여주는 CNC 프로그램 예입니다. Sinumerik L97 나사 절삭 사이클에 대한 전체 매개변수 설명은 Sinumerik L97 나사 절삭 사이클을 참조하십시오. Sinumerik L97 Thread Cutting Cycle CNC 프로그램 예 Sinumerik L

SINUMERIK 808D 소개 SINUMERIK 808D 소개 이 비디오는 Sinumerik 808D를 소개하고 이 비디오 자습서 시리즈에서 완성될 공작물의 드로잉을 보여줍니다. 이 소개 비디오는 SINUMERIK 컨트롤의 완전 초보자를 위한 것입니다. PC에서 SINUMERIK 808D 무료 다운로드 Siemens는 CNC 기계공이 PC에 다운로드하여 설치할 수 있고 Sinumerik 808D CNC 프로그래밍 및 운영 전문 지식을 마스터할 수 있는 PC용 Sinumerik 808D 무료 다운로드 소프트웨어를 제공합니다
축을 켜고 참조하는 방법 전원 켜기 및 참조 축 SINUMERIK 808D 이 비디오 튜토리얼은 Sinumerik 808D CNC 컨트롤이 있는 CNC 터닝 머신이 어떻게 켜졌는지 보여줍니다. 모든 CNC 기계에는 축을 참조하는 방법이 필요하므로 축 참조는 매우 중요한 프로세스입니다. 일부 CNC 기계에는 앱솔루트 엔코더가 장착되어 있어 축을 참조할 필요가 없습니다. 이 비디오는 또한 Siemens Sinumerik 808D CNC 제어를 사용하여 CNC 터닝 머신에서 축을 참조하는 방법을 보여줍니다.

SINUMERIK 808D 터닝 CNC는 최신 표준 터닝 머신의 요구 사항을 완벽하게 충족하도록 맞춤 제작되었습니다.완전 서보 제어식 리지드 탭핑 또는 플라잉 스핀들/C축 전환과 같은 지능형 CNC 기능을 통해 가장 정확하고 빠른 터닝 작업이 가능합니다. Sinumerik 808D 터닝 일반적인 적용 분야 다음을 위해 완벽하게 맞춤화되고 사전 구성됨: 하나의 가공 채널에서 최대 4개의 축/스핀들 경사 베드 Full-CNC 및 평판 수동 제어 세미 CNC 선반용 맞춤형 시스템 소프트웨어 혜택 SINUMERIK 프로그램GUID

SINUMERIK 808D 밀링 CNC는 간단한 표준 밀링 머신의 요구 사항을 충족하도록 완벽하게 사전 구성되었습니다.SINUMERIK 808D 밀링에는 기술 패키지 SINUMERIK MDynamics의 지능형 경로 제어 Advanced Surface가 포함되어 있습니다. LookAhead 기능 덕분에 최적화된 속도 제어가 가능합니다. Sinumerik 808D 밀링 일반적인 적용 분야 다음을 위해 완벽하게 사전 구성됨: 하나의 머시닝 채널에 최대 3개의 축/1개의 스핀들이 있는 밀링 머신 간단한 표준 밀링 머신용 시스템 소
Siemens의 이 비디오는 Sinumerik 808D 제어 패널의 키와 화면 영역을 간략하게 설명합니다.이 비디오를 본 후 CNC 기계공은 CNC 기계 제어 패널의 여러 영역을 쉽게 구분할 수 있습니다. 제어판 소개 SINUMERIK 808D Sinumerik 808D 화면 소개 활성 모드.시간 및 날짜.로드된 프로그램.축 데이터. 키보드 소개 조작 영역 버튼.프로그램 편집 키. 기계 제어판 소개 비상 정지 버튼.축 방향 키.피드 오버라이드 및 속도 오버라이드.CNC 머신 모드:JOG 모드.자동 모드.싱글 블록 모드.MD
SINUMERIK 808D Tutorial Turning Part 4 동영상에서는 도면, 절단 전략 및 공작물 고정 방법을 설명합니다. 공작물 그리기 및 고정 또한구성 요소의 도면만 가지고 있을 때 원재료 치수를 선택하는 방법은 무엇입니까?CNC 선반 기계 턱에서 구성 요소를 가장 좋은 방법으로 잡는 방법은 무엇입니까?와 같은 몇 가지 팁을 제공합니다.

Tormach CNC 기계 설명서는 Tormach 웹사이트에서 다운로드할 수 있습니다. Tormach PCNC 1100 및 PCNC 770 작동 및 프로그래밍 매뉴얼을 다운로드할 수 있습니다. Tormach PCNC1100 시리즈3 토마치 매뉴얼 Tormach CNC 기계용 설명서는 Tormach 웹사이트 Tormach 설명서에서 다운로드할 수 있습니다. 다음 매뉴얼과 더 많은 것을 다운로드할 수 있습니다. PCNC 1100 시리즈 3 밀용 매뉴얼PCNC 1100 시리즈 3 매뉴얼(6913 kb) PCNC 770 시리즈
전체 Tormach G 코드 참조. CNC 기계공은 Tormach PCNC 1100 및 Tormach PCNC 770 매뉴얼을 다운로드할 수 있습니다. Tormach 매뉴얼 다운로드. 토마치 PCNC Tormach G 코드 목록 G00 – 신속한 포지셔닝 G01 – 선형 보간 G02 – 시계 방향 원형/나선형 보간 G03 – 시계 반대 방향 원형/나선형 보간 G04 – 드웰 G10 – 좌표계 원점 설정 G12 – 시계 방향 원형 포켓 G13 – 반시계 방향 원형 포켓 G15/G16 – G00 및 G01에서 극좌

Walter는 터닝, 드릴링, 홈 가공, 나사 가공 및 밀링을 위한 모든 도구를 제공합니다. Walter 도구 카탈로그 Walter 도구 카탈로그는 Walter 도구 웹사이트에서 무료로 다운로드할 수 있습니다. Walter 도구 설명서는 여러 언어로 제공됩니다. Walter 도구 카탈로그 상상하는 것을 엔지니어링하려면 올바른 도구가 필요합니다. 터닝, 밀링, 드릴링 및 스레딩용 도구. 그러나 그것은 또한 마음과 영혼을 필요로 합니다. 초기 영감에서 최종 적용까지. 제품 혁신 2013-1(pdf) 일반 카탈로그 2012(
Haas G76 나사 가공 사이클은 외부 나사산, 내부 나사산, 직선 나사산, 테이퍼 나사산에 사용할 수 있습니다. Haas G76 스레딩 사이클을 사용하면 프로그래머가 나사 길이를 따라 여러 절삭 패스를 쉽게 명령할 수 있습니다. 공구 부하 및 마모의 특성은 P 코드를 사용하여 제어할 수 있습니다. P 코드는 도구가절단할 면과 절단할 재료의 양을 지정할 수 있습니다. Haas G76 스레딩 사이클 애플리케이션 Hass G76 나사 절삭 사이클은 다음 용도로 사용할 수 있습니다. 내부 스레딩(내경 나사 절삭). 외부 스레딩(
Sinumerik L93 리세싱 사이클을 사용하면 종방향, 전면, 외부 및 내부에 홈을 가공할 수 있습니다.L93 컷인 사이클이라고도 합니다. Sinumerik L93 리세싱 사이클 애플리케이션 Sinumerik 리세싱 사이클 L93을 사용하면 다음을 가공할 수 있습니다. 세로 홈 얼굴의 홈 외부 홈 홈 내부. 도구 오프셋 홈 가공 공구의 두 절삭날은 인접한 공구 오프셋 번호(예:D21 및 D22)에 저장해야 합니다. Sinumerik L93 리세싱 사이클 형식 Sinumerik L93 리세싱 사이클 Sinumerik L
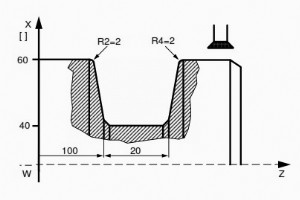
Sinumerik L93 리세싱 사이클을 프로그래밍하는 방법을 보여주는 CNC 프로그래밍 예제 코드입니다. Sinumerik L93 리세싱 사이클 Sinumerik L93 리세싱 사이클은 홈 또는 리세스 가공을 허용합니다.Sinumerik 리세싱 사이클 L93은 다음을 가공할 수 있습니다. 세로 홈 얼굴의 홈 외부 홈 홈 내부. Sinumerik L93 리세싱 사이클 프로그램 예 Sinumerik L93 리세싱 사이클 프로그램 예 %1N05 G95 G0 X65 Z105 D03 T03 S500 M04N10 G01 F0.2N1
드웰이란 무엇인가요? 드웰(G04)을 지정하면 다음 cnc 프로그램 블록의 실행이 지정된 시간만큼 지연됩니다. Fanuc Dwell G04 명령 프로그램 드웰 시간은 프로그램 내의 모든 지점에서 생성할 수 있습니다.Fanuc G04 드웰 시간은 비모달 G 코드입니다.G04 드웰 시간은 G 코드 그룹 00에서 가져옵니다. 일부 CNC 프로그래밍 주기에는 주기 자체 내에 고유한 체류 기능이 있습니다. 화낙 드웰 G04포맷 G04 X… (sec)G04 U… (sec)G04 P… (msec) 공구 이동 속도가 0이 되는 순간에
CNC 기계