산업 제조

Haas 설정 및 실행 모드는 추가 안전 및 기능 계층을 제공하는 Haas 제어에 추가된 키 스위치입니다.2011년 기계 라인에 도입된 대부분의 작업자는 친숙한 제어에 새로운 추가 사항을 배워야 했습니다. Haas 설정 및 실행 모드 Haas cnc 기계에는 조작자 도어에 잠금 장치가 장착되어 있고 제어 펜던트 측면에 키 스위치가 있어 설정 모드를 잠그거나 잠금 해제할 수 있습니다. 열립니다. Haas 실행 및 설정 모드의 짧은 요약 실행 모드 모든 작업을 수행하지만 문은 닫혀 있어야 합니다. 설정 모드 급류 최대

Hurco CNC 밀링 기계에서 작업하는 CNC 기계 기술자를 위한 Hurco Mill G 코드 목록입니다. Hurco CNC는 머시닝 센터, 터닝 센터 및 5축을 포함하는 고급 CNC 공작 기계로 모두 WinMax cnc 제어 기능을 갖추고 있습니다. Hurco VMX30U 5축 머시닝 센터 Hurco 매뉴얼 다운로드 Hurco 프로그래밍 매뉴얼은 Hurco 웹사이트Hurco CNC 매뉴얼 프로그래밍 및 유지보수 무료 다운로드에서 무료로 다운로드할 수 있습니다. Hurco WinMax 소프트웨어 다운로드 CNC 기계공은

Hurco 터닝 센터용 G 코드 목록(듀얼 스크린 및 Max 콘솔). Hurco 선반 G-코드 목록은 또한 Hurco G-코드가 모달이고 어떤 것이 비모달인지 지정합니다. HURCO 터닝 센터 Hurco 매뉴얼 무료 다운로드 Hurco 프로그래밍 매뉴얼은 Hurco 웹사이트Hurco CNC 매뉴얼 프로그래밍 및 유지보수 무료 다운로드에서 무료로 다운로드할 수 있습니다. Hurco WinMax 소프트웨어 무료 다운로드 CNC 기계공은 Hurco 웹사이트Hurco CNC 소프트웨어 WinMax 무료 다운로드에서 Hurco Win
드웰이 있는 G82 드릴링 사이클은 홀 바닥이 더 정확한 가공이 필요한 일반 드릴링에 사용할 수 있습니다. 그렇지 않고 구멍 바닥에서 드웰 시간 없이 드릴링 주기만 원하는 경우 G81 드릴링 주기는 시간을 크게 절약해 줍니다. 다음은 G82 드릴 사이클의 사용을 설명하는 CNC 프로그래밍 예입니다. G82 드릴링 사이클 CNC 밀링 예제 프로그램 Dwell CNC 밀링 예제 프로그램이 포함된 G82 드릴링 고정 사이클 O10076N10 T11 M06N20 G90 G54 G00 X0.5 Y-0.5N30 S1200 M03N40
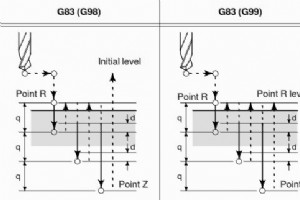
G83 Peck 드릴링 사이클 G 코드는 모달이므로 X 및/또는 Y축이 이동할 때마다 활성화되고 해당 위치로 빠르게 이동한 다음 취소될 때까지(G80) 이 고정 사이클(드릴링)이 다시 실행됩니다. . G83 심공 펙 드릴링 사이클 작업 Fanuc용 G83 심공 펙 드릴링 사이클 G83은 펙 드릴링 사이클이므로 G83 드릴링 사이클의 각 펙 깊이는 Q로 정의된 양이 됩니다. 공구가 펙(Q 깊이)을 가져옵니다.그런 다음 공구는 각 펙 후R 평면까지 빠르게 이동한 다음Z 깊이에 도달할 때까지다음 펙을 위해 다시 들어갑니다. 구멍
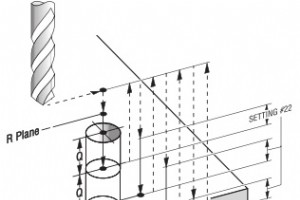
G83 심공 펙 드릴링 고정 사이클 설명 G83 Peck Drilling Cycle G 코드는 모달이므로 X축 및/또는 Y축이 이동할 때마다 활성화되고 해당 위치로 빠르게 이동한 다음 취소될 때까지(G80) 이 고정 사이클(드릴링)이 다시 실행됩니다. . Haas CNC 제어용 G83 Peck 드릴링 사이클 G83 펙 드릴링 사이클 Haas CNC 제어는 심공 펙 드릴링(G83)을 처리할 때 더 많은 유연성을 제공합니다. Haas CNC에는 G83 심공 펙 드릴링 사이클의 두 가지 형식이 있습니다. 첫 번째로 널리 사용되
G83 Peck 드릴링 사이클에 대한 CNC 프로그래밍 예제 코드입니다. G83 심공 펙 드릴링 사이클로 깊은 구멍을 쉽게 뚫을 수 있습니다. G81 드릴링 사이클과 마찬가지로 빠르고 쉬운 방법으로 간단한 드릴링을 수행할 수 있습니다. 그러나 G83 펙 드릴링은 펙킹의 특성상 모든 절삭 또는 펙 후에 칩을 버립니다. 이런 식으로 절삭유가 홀 바닥까지 자유롭게 도달하여 드릴과 부품을 시원하고 깨끗하게 유지합니다. 다음 G83 펙 드릴링 사이클 예제 코드는 펙 드릴링 사이클의 사용을 이해하기 쉬운 방식으로 보여줍니다. 초보자 수준
Haas CNC 머시닝 센터는 강성 태핑 작업을 정확하게 반복할 수 있습니다. 따라서 표준 G84 태핑 사이클을 사용하여 동일한 구멍이나 여러 개의 구멍을 반복적으로 태핑할 수 있습니다. 이렇게 하면 펙 드릴링과 같이 연속적으로 증가하는 깊이로 동일한 구멍에 대해 G84 태핑 주기를 반복할 수 있습니다. 이 기술은 탭 수명을 늘리고 칩 브레이킹에 도움이 되므로 CNC 기계공이 깊은 홀 태핑을 쉽게 할 수 있습니다. 깊은 구멍 태핑 Peck을 사용한 G84 딥 홀 태핑 G00 X0.5 Y-0.5G43 H04 Z0.1S650
G84 탭 사이클은 CNC 머시닝 센터에서 가장 많이 사용되는 기능 중 하나입니다. 이 G84 탭핑 사이클 예제 프로그램은 이해하기 쉬운 방식으로 탭핑의 사용을 보여줍니다. G84 태핑 주기는 모달 G 코드이므로 G80으로 취소됩니다. 그렇지 않으면 모든 X 및/또는 Y 이동에서 탭 작업을 실행합니다. G84 태핑 주기 형식 G84 X_ Y_ Z_ R_ F_ X Y – 구멍 위치 데이터Z – Z 깊이(R 평면에서 시작하여 Z 깊이로 이송)R – R 평면의 위치F – 절단 이송 속도 G84에 대한 전체 기사 읽기 G84 태핑

Sandvik Coromant 온라인 제품 카탈로그는 온라인 툴링 및 삽입 관련 데이터가 아니라 그 이상입니다. Sandvik Coromant 온라인 카탈로그 웹사이트에는 무료 이송, 속도, 절삭 데이터 계산기(절단 데이터 권장 모듈 또는 절삭 데이터 계산기)도 있으며 3D 모델을 다운로드할 수도 있습니다. 샌드빅 코로만트 카탈로그를 다운로드하려면 샌드빅 코로만트 카탈로그 pdf 무료 다운로드를 읽어보세요. 샌드빅 코로만트 온라인 제품 카탈로그(CoroGuide) 샌드빅 코로만트 온라인 카탈로그 샌드빅 코로만트의 30,00

G74 역 태핑 주기 G74 왼손 탭핑 사이클, G74 리버스 탭핑 사이클, G74 카운터 탭핑 사이클 등 많은 이름으로 불리지만 G84 탭핑 사이클이 작동하는 방식으로 작동합니다.G84 탭핑 사이클은 오른손 탭핑 전용이므로 CNC 기계공은 G74 탭 사이클로 왼손 탭핑을 할 수 있습니다. 프로그래밍 G74 X_ Y_ Z_ R_ F_ 매개변수 매개변수 설명 X Y 홀 위치 데이터 Z Z 깊이(R 평면에서 시작하여 Z 깊이로 피드) R R 평면의 위치 F 절삭 이송 속도 작업 G74 태핑 사이클을 사용한 태핑은 스
다음은 G91 증분 프로그래밍 모드에서 반복 드릴링 사용을 설명하는 또 다른 G81 드릴링 사이클 프로그래밍 예입니다. 다른 CNC 프로그램 예제는 여기 G81 드릴링 사이클 – G91 증분 모드 예제 코드에서 드릴링 반복 G81 드릴링 사이클로 드릴링 반복 G81 드릴링 사이클 및 G91로 드릴링 반복 O1000T1 M6G00 G90 G40 G21 G17 G94G54 X20 Y10 S1000 M03G43 H1 Z100Z3G81 G99 R3 Z-20 F350 M08G91 X10 Y10 K4G80G00 G90 Z100M30
CNC 기계 워크샵은 다양한 부품을 다룹니다. 물론 CNC 기계공은 이를 프로그래밍하고 가공합니다.하지만 CNC 기계공도 부품을 가공하는 새롭고 경제적인 방법을 이해하고 연습해야 합니다. 다음 cnc 프로그래밍 예제는 다양한 방법으로 프로그래밍할 수 있습니다. 이 cnc 프로그램 샘플에 사용된 cnc 프로그래밍 방법은 프로그래밍을 쉽게 만드는 G91 증분 프로그래밍 모드와 함께 G81 드릴링 사이클을 사용합니다. Fanuc cnc 컨트롤은 G81 드릴링 사이클과 함께 K를 사용하여 드릴링 사이클을 반복합니다.Haas cnc 컨트
PCD 드릴 – 복합 소재의 다음 단계 PCD 드릴 범위 CX1 및 CX2와 함께 Seco 도구는 복합 재료 가공을 위한 도구 개발에서 다음 단계를 밟고 있습니다. 새로운 PCD 기술은 공구 수명, 생산성 및 홀 품질을 향상시킵니다(특수 형상이 박리 및 절단되지 않은 섬유를 방지함). 이렇게 하면 고품질의 구멍이 생기고 가공 시간이 단축됩니다. CX1 형상은 박리 및 절단되지 않은 섬유가 최소화되어 추가 작업의 필요성을 줄이는 반면, CX2 형상은 적층된 재료를 드릴링할 때 최상의 솔루션입니다. 표준 30° 헬릭스 각도는 칩/

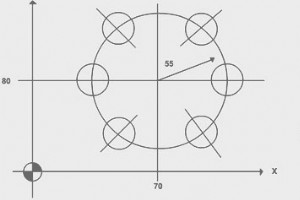
원을 드릴하거나 탭하고 싶지만 원의 반지름과 구멍의 수만 알고 있습니다. G70 볼트 홀 서클 그렇다면 걱정하지 마세요. G70 Bolt Hole Circle이 자동으로 모든 계산을 수행합니다. G70 Bolt Hole Circle 주기는 G73, G74, G76, G77 및 G81 – G89에서 작동합니다. G70은 그룹 0에 속하므로 논모달입니다. G70 볼트 구멍 원형 형식 G70 I J L I =볼트 구멍 원의 반경(+CCW / – CW).J =첫 번째 구멍의 시작 각도(3시 위치에서 수평에서 0 ~ 360° CC
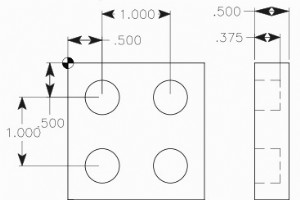
G70 Bolt Hole Circle 명령을 사용하면 균일한 거리에서 원으로 쉽게 드릴/탭/보어링할 수 있습니다.각 구멍 위치를 알거나 계산할 필요가 없습니다.반경만 알면 됩니다. 원의, 첫 번째 구멍의 시작 각도 및 총 구멍 수. G70 볼트 구멍 원형 형식 G70 I J L I =볼트 구멍 원의 반경(+CCW / – CW).J =첫 번째 구멍의 시작 각도(3시 위치에서 수평에서 0 ~ 360° CCW).L =볼트 구멍 원 주위에 균등한 간격의 구멍 수입니다. CNC 밀링 G70 볼트 구멍 원형 프로그램 예 다음 cnc 프로그
다음 cnc 샘플 프로그램은 G70 Bolt Hole Circle G-코드와 함께 G83 Peck 드릴링 사이클을 사용하여 원형으로 균일한 간격으로 깊은 드릴을 가공하는 방법을 보여줍니다. G70 Bolt Hole Circle 주기는 G73, G74, G76, G77 및 G81 – G89에서 작동하지만관련: G70 볼트 홀 서클 – CNC 밀 프로그래밍 Fanuc용 G83 Peck 드릴링 사이클(깊은 구멍) Haas CNC용 G83 Peck 드릴링 사이클(깊은 구멍) CNC 프로그램 샘플 코드 G70 볼트 구멍 원형이 있는
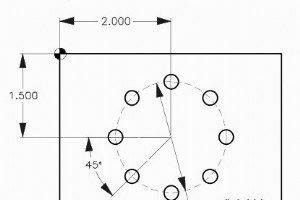
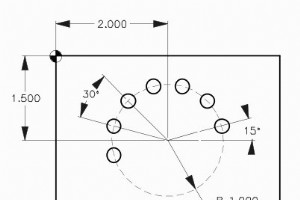
G70 Bolt Hole Circle G-Code(고정 사이클)는 파라미터 수가 적기 때문에 프로그래밍이 매우 간단합니다. G70 볼트 구멍 원 매개변수는 매우 자명하지만 이 CNC 프로그래밍 예제에서는 시작 각도 매개변수(G70 J)를 강조합니다. G70 시작 각도 매개변수 J – 첫 번째 구멍의 시작 각도 값입니다(3시 위치에서 수평에서 0 ~ 360° CCW). CNC 프로그램 예시 G70 볼트 구멍 원 예 O1009N10 T15 M06N20 G90 G54 G00 X2. Y-1.5N30 S1620 M03N40 G43 H
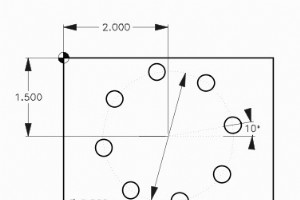
G70 Bolt Hole Circle과 마찬가지로 CNC 기계공은 드릴/탭/보어를 원형으로 균일한 간격의 구멍을 가공할 수 있습니다. 동일한 방식으로 때로는 원호에 균일한 간격의 구멍을 드릴/탭/보어링해야 하므로 G71 Bolt Hole Arc haas cnc가 제공됩니다. 명령입니다. G71 볼트 홀 아크 G71 Bolt Hole Arc를 사용하면 CNC 밀링 기계공이 알려진 반지름의 호에서 균일한 간격의 구멍을 쉽게 드릴/보어링/탭할 수 있습니다. 몇 가지 매개변수로 쉽게 프로그래밍할 수 있습니다. G71 볼트 구멍 아
G71 Bolt Hole Arc 명령에 대한 CNC 프로그램 예제 코드. G71 볼트 구멍 원호 명령을 사용하면 원호에 균일한 간격의 구멍을 쉽게 드릴/탭핑/보어링할 수 있습니다. 통조림 사이클 G73, G74, G76, G77 또는 G81-G89는 G71 볼트 구멍 아크 G 코드와 함께 사용할 수 있습니다. G71 볼트 홀 아크 형식 G71 I J K L I – 볼트 구멍 원호의 반경J – 첫 번째 구멍의 시작 각도(3시 위치에서 수평에서 0 ~ 360° CCW).K – 구멍 사이의 각도 간격 (+ 또는 -)L – 볼트 구멍
CNC 기계