산업 제조
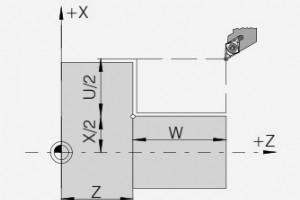
Fanuc 21 TB cnc 제어용 G20 세로 선삭 사이클은 모달 G 코드입니다.G20 선삭 사이클은 직선 선삭 및 테이퍼 선삭에도 사용할 수 있습니다.G20 선삭 사이클은 프로그램하고 배우기 쉽습니다. G20 터닝 사이클은 단순 터닝에 사용되지만 추가 패스의 X축 위치를 지정하여 다중 패스가 가능합니다. 아래의 cnc 프로그램 코드는 또한 G20 터닝 사이클의 매우 강력한 기능을 보여줍니다. 즉, CNC 기계공은 G71 러프 터닝 사이클과 같은 다른 터닝 고정 사이클로는 달성할 수 없는 G20 터닝 사이클의 모든 패스의 절

Hurco CNC는 유연한 제어 기능을 갖춘 머시닝 센터, 터닝 센터 및 5축을 포함한 CNC 공작 기계를 제공합니다 – WinMax 프로그래밍, 유지보수, 안전, 사전 설치 및 시작하기를 위한 Hurco CNC 매뉴얼은 Hurco CNC 웹사이트에서 무료로 다운로드할 수 있습니다. Hurco CNC 매뉴얼 프로그래밍 및 유지보수 무료 다운로드 Hurco CNC 프로그래밍 매뉴얼 WinMax8 밀 프로그래밍 – 시작하기WinMax8 밀 프로그래밍 – 대화형WinMax8 밀 프로그래밍 – NCWinmax8 밀 프로그래밍 – 옵

Hurco WinMax 무료 다운로드 CNC 기계공은 Hurco CNC 웹사이트http://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx에서 WinMax 9 데스크톱 버전을 무료로 다운로드할 수 있습니다. Hurco WinMax 컨트롤 Hurco WinMax 기능 목록 DXF 스케일링:DXF 도면을 실제 크기로 스케일링할 수 있습니다. 도면을 다시 그리거나 CAD 시스템으로 돌아갈 필요가 없습니다. FastDraw 그래픽 엔진:기술 발전으로 인해 검증 그
G81 드릴링 사이클 G84 태핑 사이클의 사용을 보여주는 CNC 프로그램입니다. G81 드릴링 사이클은 여기 G81 드릴링 고정 사이클 – CNC 밀 프로그래밍에 이미 간략하게 설명되어 있습니다. G81 드릴링 사이클 프로그램 예 http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycle/. G84 태핑 주기는 여기에서 읽을 수 있습니다. G84 태핑 주기 – 여러 G84 태핑 주기 예제 프로그램을 사용한 CNC 밀 프로그래밍 http://www.helmancnc.com/fanuc/f
다음은 CNC 기계공이 서브 프로그래밍 방법을 사용하여 CNC 프로그램을 더 쉽게 작성하고 유지 관리할 수 있는 방법을 보여주는 Fanuc 서브 프로그램 예입니다. CNC 하위 프로그램 하위 프로그래밍은 CNC 기계공이 프로그램(주 프로그램이라고 함)에서 CNC 기계에 저장된 다른 CNC 프로그램을 호출할 수 있는 방법입니다. Fanuc Sub 프로그래밍 방법에 대한 기사를 읽어보세요. 이 하위 프로그래밍 프로세스를 통해 CNC 프로그래머/기계 기술자는 프로그램을 반복 가능한 유용한 코드의 작은 조각으로 나누어 CNC 프로그램
G68 좌표 회전 Fanuc G68 Coordinate Rotation G-Code를 사용하면 CNC 기계공이 회전 각도로 작업 패턴을 쉽게 실행할 수 있습니다. 요약: 프로그램에서 G68로 회전각도를 지정하면 회전된 좌표에서 실제 가공이 이루어집니다. 중심점(원점)과 회전 각도를 지정할 수 있으며 전체 동작 패턴이 그곳에서 실행됩니다. 프로그래밍 G68 X…Y… R… 매개변수 매개변수 설명 X,Y 회전 중심. R 회전 각도(R+ =시계 반대 방향). X 및 Y 값이 G68 Coordinate Rotation으로 프
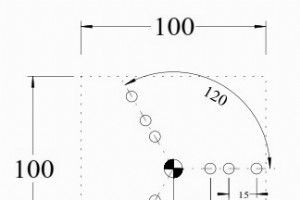
Fanuc G68 Coordinate Rotation G-Code를 사용하면 CNC 기계공이 회전 각도에서 작업 패턴을 쉽게 실행할 수 있습니다.다음은 G68 좌표 회전의 실제 작업을 이해하는 데 도움이 되는 기본 CNC 프로그래밍 예입니다. Fanuc G68 프로그램 예 T1 M6G0 G90 G40 G21 G17 G94 G80G54 X20 Y0 S1500 M3G43 Z100 H1Z5G81 R3 Z-20 F? M8X30X45G68 X0 Y0 R120X20 Y0X30X45G68 X0 Y0 R240X20 Y0X30X45G69 G80
CNC 기계공이 Siemens Sinumerik 802D sl CNC 기계에서 스레드를 절단하는 방법을 보여주는 기본 CNC 프로그래밍 자습서입니다. Sinumerik 802D sl에는 스레딩 주기 CYCLE97이 있기 때문에 cnc 기계공이 많은 매개변수를 처리해야 하지만 주기에 대한 매개변수가 많을수록 작업의 유연성이 높아집니다. 따라서 CYCLE97은 CNC 프로그래머/기계 기술자에게 Sinumerik CNC 컨트롤에서 스레드를 가공하는 동안 많은 유연성을 제공합니다. Sinumerik CYCLE97 파라미터 설명 CYC
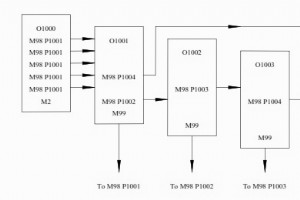
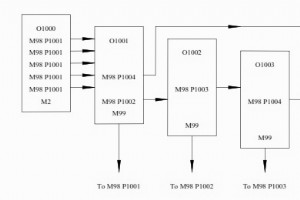
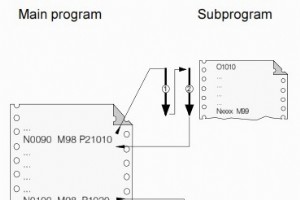
Fanuc 서브 프로그래밍 Fanuc cnc 제어는 메인 디렉토리에 저장된 다른 파트 프로그램에 액세스할 수 있는 기능을 제공합니다. 하위 프로그램 호출을 위한 cnc 프로그램 예제는 Fanuc G76 스레딩 사이클을 사용한 다중 시작 스레드 읽기 하위 프로그램 호출 하위 프로그램은 M98 명령 뒤에 문자 P가 붙은 하위 프로그램 번호를 사용하여 호출합니다. N10 M98 P1004 위의 cnc 프로그램 라인에서 하위 프로그램 1004가 호출되며 제어 메모리에 O1004로 저장됩니다. 하위 프로그램 종료 프로그램을 계속
G28 기준점 복귀 G28 기준점 복귀 G 코드는 중간 위치를 통해 기준점에 접근하는 데 사용됩니다.중간 위치는 절대 X, Z 또는 상대 U, W로 지정할 수 있습니다. 참조 포인트는 CNC Zero Return 또는 Reference Point Return을 읽습니다. G28 기준점 복귀 명령 기계 중에먼저 빠르게 중간 지점(G00)에 도달한 다음원점 위치로 빠르게 이동합니다. 프로그래밍 G28 X(U) Z(W) X, Z 절대 중간점 위치.U, W 증분 중간점 위치. 예 다음 예에서 기계의 실제 기준점 위치는 X330 및
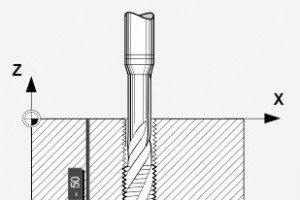
CNC 기계 스핀들에 펄스 발생기가 장착된 경우 Sinumerik G331 Rigid Tapping G-code로 Rigid Tapping을 수행할 수 있습니다.Sinumerik G331 G332 Rigid Tapping G-code는 G331 G332를 사용하는 Sinumerik 840D/810D의 Rigid Tapping에 대한 설명입니다. 플로팅 탭 홀더를 사용한 Sinumerik G63 태핑 이 cnc 프로그래밍 튜토리얼은 cnc 기계공이 펄스 발생기가 없는 cnc 기계를 탭할 수 있는 또 다른 옵션이 있음을 보여줍니다.
Siemens는 Sinumerik CNC 컨트롤에 대한 무료 다운로드 매뉴얼을 제공합니다. Sinumerik cnc 컨트롤로 작업하는 CNC 기계 기술자는 원하는 대로 매뉴얼을 자유롭게 검색하고 무료로 다운로드할 수 있습니다. Siemens Sinumerik 808d 매뉴얼 Siemens Sinumerik 808D cnc 제어에서 작업하는 CNC 기계 기술자는 Siemens 웹사이트 Siemens Sinumerik 808d 매뉴얼에서 Sinumerik 808D 매뉴얼을 다운로드할 수 있습니다. Sinumerik 808D 터닝
이 동영상은 SINUMERIK 808D CNC 제어가 있는 CNC 선반 기계에서 기계를 켜고 축을 참조하는 방법을 보여줍니다. CNC 제로 리턴 또는 기준점 리턴 기준점은 값이 이미 cnc 기계에 저장되어 있는 cnc 기계 내부의 고정된 점입니다. 따라서 CNC 기계를 기준점으로 이동하면 해당 값이 자동으로 활성화되고 CNC 기계는 현재 축 위치를 알게 됩니다. 기준점이란 무엇입니까 전체 기사 읽기 CNC 제로 리턴 또는 기준점 리턴 SINUMERIK 808D 터닝 PC에서 SINUMERIK 808D 무료 다운로드 Siem
Siemens의 Sinumerik 808D cnc는 설치 및 실행이 쉽습니다. 이 비디오는 CNC 기계가 어떻게 회전하는지 보여주므로 공구 오프셋 설정을 위해 스레딩 공구를 쉽게 측정할 수 있습니다. Sinumerik 808D 공구 오프셋 설정 Sinumerik 808D 기계는 공구 설정을 위해 내부 측정 시스템을 사용합니다. CNC 기계공은 내장된 공구 측정 시스템을 사용하여 공구 오프셋 설정을 쉽게 측정할 수 있으며 외부 공구 프리세터 기계가 필요하지 않습니다. SINUMERIK 808D 튜토리얼 선삭 - 이 비디오는 컨
Siemens Sinumerik MSG() 문을 사용하면 파트 프로그램의 모든 문자열을 운영자에게 메시지로 출력할 수 있습니다. 이러한 메시지는 정보 제공에서 실시간 중요 데이터 표시 메시지에 이르기까지 모든 종류가 될 수 있습니다. Sinumerik MSG 문이 포함된 예시 CNC 프로그램 블록 검색 조회를 위한 Sinumerik 840D 시스템 변수 $P_SEARCH 축 현재 위치에 대한 Sinumerik 840D 시스템 변수 $AA_IM Sinumerik MSG 명령 Sinumerik MSG를 사용하여 메시지 표시

일반적으로 CNC 기계공은 CNC 기계 제어 패널을 통해 공구 오프셋을 수동으로 입력/설정합니다. 그러나 프로그램을 통해 공구 오프셋 및 공작물 오프셋을 설정하려는 경우 Haas CNC G10 프로그래밍 가능 오프셋 설정 G-코드를 사용할 수 있습니다. 프로그램 내부에 공구 및 공작물 오프셋이 있는 것이 편리하므로 다른 CNC 기계공이 사용을 위해 공구 오프셋을 변경하더라도 걱정할 필요가 없습니다. G10 오프셋 설정 코드가 프로그래밍된 오프셋 값으로 이전 값을 덮어쓰기 때문입니다. 관련 CNC 기계 프로그래밍 가능 오프셋 설
CNC 프로그래머와 기계 기술자는 매일 다양한 가공 작업을 통해 서로 다른 종류의 구성 요소를 처리해야 합니다.따라서 서로 다른 기술을 구현하는 속도를 따라잡기 위해 하위 프로그래밍이란 무엇입니까? 그 중 가장 많이 사용되는 기술 중 하나가 Sub-programming입니다.Sub-programming은 M98, M99와 같은 간단한 명령으로 사용하기 쉽고 이해하기 쉬워 더 큰 유연성을 얻을 수 있습니다. 서브 프로그램은 일종의 반복 가능한 가공 작업을 추가하기 위해 프로그램(일반적으로 메인 프로그램이라고 함)에서 호출되는 일반
거의 모든 CNC 컨트롤에는 서브프로그램, 서브루틴을 만드는 방법이 있습니다. CNC 하위 프로그램은 외부 cnc 프로그램(메인 프로그램)에서 호출되는 별도의 cnc 프로그램으로 cnc 프로그램 메모리(cnc 프로그램 디렉토리)에 추가됩니다. CNC 하위 프로그램에 대해 자세히 알아보기 CNC 기계 기술자를 위한 CNC 서브프로그램 기본 사항 Fanuc 서브 프로그래밍 Fanuc 하위 프로그램 예 하스 CNC Haas CNC 로컬 하위 프로그램 Haas CNC는 일반적인 cnc 하위 프로그래밍 명령 M98, M99를 지

Haas M98 서브프로그램 호출 Haas M98 하위 프로그램 호출 코드는 서브루틴(하위 프로그램)을 호출하는 데 사용됩니다.하위 프로그램은 프로그램 목록에 있어야 하며 하위 프로그램은 M99로 끝나야 합니다.CNC 기계공은 서브루틴이 될 번호를 선택할 수도 있습니다. 반복합니다. 하위 프로그래밍이란 무엇인가요? 서브 프로그램은 일종의 반복 가능한 가공 작업을 추가하기 위해 프로그램(일반적으로 메인 프로그램이라고 함)에서 호출되는 일반 CNC 프로그램입니다. Haas M97 로컬 하위 프로그램 호출 Haas에는 호출 프로그램

Haas 하위 프로그램 명령 M97 M98은 이미 하위 프로그램 예와 함께 간략하게 설명되었으므로 여기를 읽으십시오. CNC 프로그램 예를 사용한 Haas M97 로컬 하위 프로그램 호출 기본 예제 코드를 사용한 Haas M98 하위 프로그램 호출 더 많은 CNC 하위 프로그램 관련 기사 CNC 기계 기술자를 위한 CNC 하위 프로그램 기본 사항 여기에 설명된 Fanuc 하위 프로그램 Fanuc 서브 프로그래밍 Fanuc 하위 프로그램 예 Fanuc G76 스레딩 사이클을 사용한 다중 시작 스레드 Haas M99
CNC 기계