산업 제조

Hust Lathe CNC 컨트롤러에 대한 전체 G 코드 목록입니다.Hust CNC 컨트롤을 사용하여 CNC 선반에서 작업하는 CNC 기계 기술자를 위한 좋은 참고 자료입니다. 다음 G 코드 목록은 다음 및 관련 Hust CNC 컨트롤에서 작동합니다.H6C-T CNC 선반 컨트롤러H4T 선반 CNC 컨트롤러(H4-T H4C-T H4P-T H4CP-T)H4CL- T H4PL-T Hust CNC 선반 컨트롤러 G 코드 목록 H4CL-T &H6C-T Hust CNC 선반 G 코드 목록 G 코드 기능G00 신속한 포지셔닝(빠른 이송

Hust H6C-T CNC 컨트롤러로 CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 전체 M 코드 목록입니다. Hust CNC G 코드용 Hust CNC 선반 컨트롤러 G 코드 목록 H4CL-T &H6C-THust CNC G 코드 목록 – CNC Mill H4M &H4CL-M Hust H6C-T 선반 CNC 컨트롤러 Hust H6C-T 선반 CNC 컨트롤러용 M 코드 M-CODE 기능M00 프로그램 중단.M01 옵션 중단.M02 프로그램 종료.M30 프로그램 종료.M98 하위 프로그램 호출M99 하위 프로그램 종료
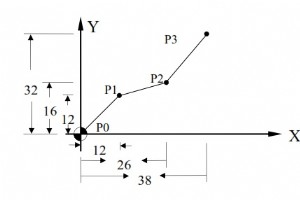
G90 절대 좌표와 G91 증분 좌표 간의 차이를 보여주는 Hust CNC 간단한 기본 G 코드 프로그램 예제입니다. 이 튜토리얼은 대부분의 Fanuc cnc 제어 장치에도 적용됩니다.초보자 수준의 cnc 기계공과 cnc 프로그래머가 G90과 G91의 차이점을 이해하는 데 유용한 자료입니다. Hust CNC 밀 컨트롤에서G90 G 코드는 절대 좌표에 사용됩니다.G91 G 코드는 증분 좌표에 사용됩니다. G90 절대 좌표 원점(공작물 영점)이 기준입니다. 공작물(기계 부품)의 모양을 설명하는 모든 점의 좌표는 원점에서 계산됩니
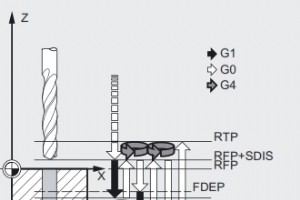
Siemens Sinumerik CYCLE83 Peck 드릴링 사이클을 사용하면 심공 드릴링이 쉬워집니다. 매우 유연한 드릴링 사이클을 통해 CNC 기계 기술자는 심공 드릴링 작업의 모든 측면을 완벽하게 제어할 수 있습니다. CNC 기계 기술자는 칩 제거를 위한 시작점으로 매번 공구를 후퇴시킬지 또는 칩 분쇄만 설정할 수 있는지 여부를 제어할 수 있습니다. 이렇게 하면 다음 펙을 위해 공구가 1mm만 후퇴합니다. Siemens Sinumerik CYCLE83 심공 드릴링 공구는 프로그래밍된 스핀들 속도와 이송 속도로 입력된 최종

ISO 언어로 프로그래밍하는 것을 좋아하는 CNC 기계 기술자는 SINUMERIK Operate V4.4 Ed.2용 SinuTrain용 새 기계 구성을 다운로드할 수 있습니다. CNC 기계 기술자는 새로운 예제 기계로 SINUMERIK Operate V4.4 Ed.2용 SinuTrain을 확장할 수 있습니다. 구동 공구가 있는 선반(ISO 모드) 단순 수직 밀링 머신(ISO 방언) 이 예제 기계에는 ISO 언어 T / ISO 언어 M 기능을 사용하여 만든 예제 프로그램이 포함되어 있습니다. SINUMERIK Operate
Siemens Sinumerik CYCLE83 심공 펙 드릴링 사이클의 사용을 보여주는 매우 간단한 cnc 프로그램 예입니다. Siemens Sinumerik CYCLE83 심공 펙 드릴링 사이클 개요 CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) RTP 후퇴 평면(절대)RFP 기준 평면(절대)SDIS 안전 거리(부호 없이 입력)DP 최종 드릴링 깊이(절대)DPR 최종 드릴링 깊이 기준 평면(부호 없이 입력)FDEP 첫 번째 드릴링 깊이(절대)FDPR
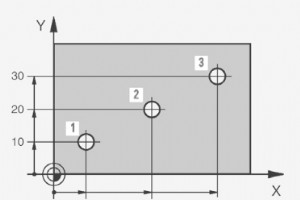
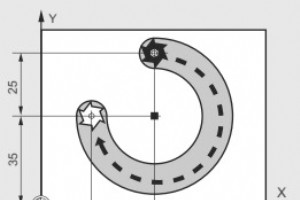
Heidenhain cnc 제어는 절대 및 증분 좌표를 참조하는 매우 쉬운 방법을 사용합니다.절대 좌표의 경우 축은 일반으로 참조됩니다.X =X축 절대 위치(좌표)Y=Y축 절대 위치( 좌표) 증분 좌표의 경우 I는 CNC 기계공이 액세스하려는 축 앞에 붙습니다.IX =X축 증분 위치 또는 좌표IY =Y축 증분 위치 또는 좌표 절대 공작물 위치(절대 좌표) 절대 좌표는 좌표계의 기준점(작업물 영점)을 기준으로 하는 위치 좌표입니다. 공작물의 각 위치는 절대 좌표로 명확하게 정의됩니다. Heidenhain 절대 공작물 위치 예

Heidenhain TNC 426 및 유사한 CNC 컨트롤을 사용하여 CNC 기계에서 작업하는 CNC 기계 기술자를 위한 Heidenhain M 코드 목록입니다. Heidenhain M 코드 목록 – TNC 426 하이덴하인 M 코드 목록 M 코드 기능M0 프로그램 정지M1 옵션 정지(옵션 정지로만 프로그램 정지)M2 프로그램 종료M3 스핀들 ON 시계 방향M4 스핀들 ON 시계 반대 방향M5 스핀들 정지M6 공구 교환M8 절삭유 ONM9 절삭유 OFFM10 분할 헤드, 클램핑 ONM11 분할 헤드, 클램핑 OFFM17 하위

다음은 Heidenhain cnc 컨트롤의 짧은 역사입니다. HEIDENHAIN CNC 컨트롤의 역사 1968 VRZ 59.4 한 축에 대한 양방향 카운터 1974 하이덴하인 5041 숫자 위치 표시 장치 1976 TNC 110 및 TNC 120 3축에 대한 숫자 위치 컨트롤 1979 TNC 131 / TNC 135 수치 직선 절단 컨트롤 1981 TNC 145 3축 수치 윤곽 제어 1984 TNC 155 공작물 가공의 그래픽 시뮬레이션을 통한 4축 수치 윤곽 제어 하이덴하인 TNC 100 시리즈 1995 엔데이트
4200T와 같은 Anilam CNC 컨트롤을 사용하여 CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 Anilam G 코드 목록블록당 하나 이상의 G 코드를 지정할 수 있습니다.블록에 충돌하는 G 코드가 포함된 경우 오류 메시지가 나타납니다. 터닝용 4200T CNC 컨트롤 Anilam G 코드 – 준비 기능 G-코드 기능G0 포지셔닝 – 급이송G1 선형 보간G2 원형 보간 – CWG3 원형 보간 – CCWG4 Dwell Else 5 G9 정확한 정지 확인G22 저장된 스트로크 제한 ON(프로그래밍 가능한 스트로크

6000M과 같은 CNC 밀 제어용 ANILAM G 코드 목록G 코드는 모션 명령, 고정 사이클 및 다양한 기계 및 CNC 기능을 시작합니다.블록당 하나 이상의 G 코드를 지정할 수 있습니다. 블록에 충돌하는 G 코드가 포함되어 있으면 오류 메시지가 나타납니다. Anilam G 코드 목록 – CNC Mill 6000M Anilam G 코드 목록 – CNC 밀 G-Code FunctionG0 Positioning-급이송G1 Linear Interpolation-FeedG2 원형보간-CWG3 원형보간-CCWG4 Dwell G5 타
LinuxCNC는 밀링 머신 및 선반과 같은 공작 기계의 컴퓨터 제어를 위한 소프트웨어 시스템입니다.LinuxCNC는 오픈 소스 코드가 포함된 무료 소프트웨어입니다.LinuxCNC는 터치 스크린용 인터페이스를 포함하여 여러 그래픽 사용자 인터페이스를 제공합니다. G 코드 G 코드 설명 G0 빠른 직선 운동 G1 선형 피드 G2 CW 아크 피드 G3 CCW 아크 피드 G4 드웰 G5.1 2차 B-스플라인 G5.2 G5.3 NURB 차단 G7 직경 모드(선반) G8 반경 모드(선반) G10 L1 공구 테이블 항목
Haas G10 G 코드 프로그래밍 가능 오프셋 설정 Haas G10 프로그래밍 가능한 오프셋 설정 G 코드를 통해 프로그래머는 프로그램 내에서 오프셋을 설정할 수 있습니다. G10을 사용하면 오프셋(예:공구 길이 및 직경, 공작물 좌표 오프셋)의 수동 입력이 대체됩니다. Haas G10 Haas CNC 선반 G10 프로그래밍 가능 오프셋 설정 G 코드에 대한 전체 기사 읽기 Haas G10 G 코드는 일반적으로 프로그램 내에서 오프셋을 변경하는 데 사용되지만 오프셋을 0으로 설정하는 데에도 사용할 수 있습니다. Haas
iPhone, Android 및 blackberry용 Sandvik Coromant Insert Identifier 앱은 현재 사용 중인 인서트와 동일한 Sandvik Coromant 솔루션을 찾는 데 도움이 됩니다. 사용할 수 있는 샌드빅 코로만트 재종과 형상이 불확실할 때 도움이 될 것입니다. 주어진 결과는 귀하가 입력한 등급/형상과 직접적으로 동등한 것을 기반으로 합니다. 가공 공정을 최적화하면 몇 가지 대안을 제시할 수 있습니다. 샌드빅 코로만트 인서트 식별자 앱 다운로드 샌드빅 코로만트 인서트 식별자 앱 샌드빅
절대 치수(절대 프로그래밍)란 무엇입니까? 절대 치수 또는 절대 프로그래밍에서 프로그래밍된 위치는 항상 현재 유효한 좌표계의 영점(공작물 영점)을 참조합니다. G90 절대 치수 또는 절대 프로그래밍은 모달 G 코드입니다. Siemens Sinumerik은 개별 축 절대 위치에 액세스하기 위한 AC(비모달 절대 치수) 명령을 제공합니다. CNC 프로그램 예는 여기 Sinumerik Mill 프로그램 – Absolute Dimensions Commands G90 AC SINUMERIK 828D G90 – 모달 절대 치수 CN
G90 절대 치수 또는 절대 프로그래밍은 모달 G 코드입니다. Siemens Sinumerik은 개별 축 절대 위치에 액세스하기 위한 AC(비모달 절대 치수) 명령을 제공합니다. 전체 기사 Sinumerik Absolute Dimensions G90 모달 및 AC 비모달 명령을 읽어보세요. 절대 치수(절대 프로그래밍) 절대 치수 또는 절대 프로그래밍에서 프로그래밍된 위치는 항상 현재 유효한 좌표계의 영점(공작물 영점)을 참조합니다. 다음 cnc 프로그램 예제는 다음 Siemens Sinumerik 명령의 사용을 보여줍니다.
Sinumerik MSG 명령이란 무엇입니까? Siemens Sinumerik MSG 문 MSG()를 사용하여 가공 프로그램의 모든 문자열을 작업자에게 메시지로 출력할 수 있습니다. 이러한 메시지는 정보 제공에서 실시간 중요 데이터 표시 메시지에 이르기까지 모든 종류가 될 수 있습니다. MSG 명령에 대한 전체 기사 읽기 Sinumerik MSG 명령으로 CNC 작업자에게 메시지 표시 깜박이는 메시지에 대한 Sinumerik MSG 명령 예 Sinumerik MSG 명령으로 깜박이는 메시지를 표시하는 방법 일부 중요한 상
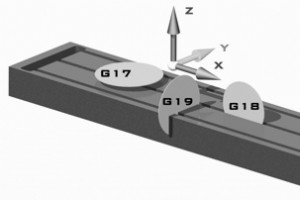
저는 G17 G18 G19를 사용한 적이 없으며 이 평면 선택 G 코드가 어떻게 작동하는지 모르지만 여전히 CNC 밀 및 CNC 선반 기계에서 잘 작동하고 있습니다. 이유는 무엇입니까? 짧은 대답은 CNC 기계공이 평면 선택 G 코드 G17 G18 G19를 프로그래밍할 필요가 없다는 것입니다.CNC 기계를 켜면 일부 G 코드가 자동으로 활성화되기 때문입니다(기본 G 코드라고도 함).따라서 기계를 켤 때 CNC Mills G17 X Y 평면이 활성화됩니다.CNC 선반에서 기본적으로 G18 Z X 평면이 활성화되는 것과 같은 방식입니
이 비디오는 Tormach PCNC 1100을 사용하는 여러 CNC 스레드 밀링 작업을 보여줍니다. 스레드 밀링은 60도 단일 V 커터를 사용하여 강철과 알루미늄 모두에서 시연됩니다.

Haas CNC 기계는 여러 공구 오프셋과 공작물 오프셋을 보유할 수 있으므로 CNC 기계공은 CNC 프로그램에서 필요한 만큼 많은 공구 오프셋과 공작물 오프셋을 사용할 수 있습니다. Haas 공구 오프셋 및 공작물 오프셋 필터링 옵션 따라서 Haas에는 프로그램에서 사용하지 않는 모든 오프셋을 필터링하는 유용한 기능이 있습니다. 이 프로세스를 통해 CNC 기계공은 CNC 프로그램에서 실제로 사용되는 공구 및 공작물 오프셋만 쉽게 확인하고 변경할 수 있습니다. Haas 공구 오프셋 및 공작물 오프셋 필터링 옵션 Haas 오
CNC 기계