산업 제조

이 비디오는 저렴한 기성품 USB 카메라와 함께 Tormach ScanCAD 셰어웨어를 사용하여 공장을 2D 스캐닝 및 측정 시스템으로 전환하는 방법을 보여줍니다. CNC 스캐너 시작하기 이 비디오에서 CNC 기계공은 부품을 스캔한 다음 가공합니다.스캐닝 목적으로 사용할 수 있는 다양한 카메라에 대해 알려줍니다. Tormach CNC 스캐너 소개 Tormach CNC 스캐너는 PCNC를 고해상도 2D 광학 스캐너 및 리버스 엔지니어링 시스템으로 전환합니다. 이것은 도구 제작, 예술성, 수리 및 복원, 정밀 측정, 품질 보증

CNC 기계공은 CERATIZIT 웹사이트에서 CERATIZIT 절삭 공구 카탈로그를 무료로 다운로드할 수 있습니다. 모든 CERATIZIT 카탈로그는영어, 프랑스어, 독일어, 이탈리아어, 일본어, 중국어, 러시아어, 스페인어 등과 같은 여러 언어로 제공됩니다. CERATIZIT 터닝 카탈로그 CERATIZIT 터닝 카탈로그 메인 카탈로그(pdf) 미국 주요 카탈로그(pdf) 하이퍼코트 CTCP115 – CTCP125 하이퍼코트 CTPM125 MaxiLock D 혁신 – 단면 ISO 삽입물(pdf) 혁신 - 단면 ISO 삽입

Fanuc G73 고속 펙 드릴링 사이클 Fanuc G73 고속 펙 드릴링 사이클은 고속 펙 드릴링을 수행합니다. 홀에서 칩을 제거하면서 홀 바닥으로 간헐적으로 절삭 이송합니다. Fanuc G73 고속 Peck 드릴링 사이클은 Fanuc G73 칩 브레이크 드릴링 사이클이라고도 합니다. Fanuc G73 고속 Peck 드릴링 사이클은 CNC 밀링 머신을 사용한 Fanuc 제어에 사용됩니다. 프로그래밍 G73 X Y Z R Q F K G73은 모달 G 코드이므로 취소할 때까지 유효합니다. 매개변수 매개변수 설명 X Y 홀 위치

Fanuc G74 왼손 펙 태핑 사이클 Fanuc G74는 CNC 밀에서 왼손 태핑에 사용됩니다. Fanuc G74 태핑 사이클을 사용한 태핑은 스핀들을 시계 반대 방향으로 회전하여 수행됩니다.Fanuc G74 태핑 사이클에 대한 전체 기사는 G74 왼손 태핑 사이클 또는 역 태핑 사이클을 참조하십시오. 따라서 Fanuc G74 펙 태핑 사이클은 CNC 기계 기술자가 이 전체 프로세스를 더 쉽게 수행할 수 있도록 합니다. 프로그래밍 G74 X Y Z R Q F 매개변수 매개변수 설명 X Y 홀 위치 데이터 Z Z 깊이(R
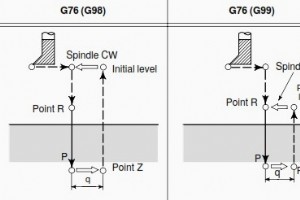
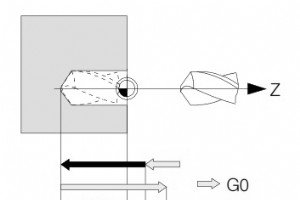
Fanuc G76 미세 보링 사이클 Fanuc G76 파인 보링 사이클은 정확하게 구멍을 뚫습니다. 구멍의 바닥에 도달하면 스핀들이 멈추고 공구가 공작물의 가공된 표면에서 멀어져 후퇴합니다.Fanuc G76 파인 보링 사이클은 보링 및 페이싱 헤드가 있는 보링을 확대하는 데 사용됩니다. Fanuc G76 파인 보링 사이클은 Fanuc G76 파인 드릴링 사이클이라고도 합니다. 프로그래밍 G76 X Y Z R Q P F K 매개변수 매개변수 설명 X Y 홀 위치 데이터 Z 절대 구멍 깊이 위치 R R 평면의 위치 Q 홀 하단

G76 보링 사이클을 실행하는 수평 보링 밀을 보여주는 비디오 Fanuc G76 미세 보링 사이클 Fanuc G76 Fine Boring Cycle은 구멍을 정밀하게 가공합니다. 구멍의 바닥에 도달하면 스핀들이 멈추고 공구가 공작물의 가공된 표면에서 멀어지고 후퇴합니다. Fanuc G76 정밀 보링 사이클 프로그래밍 방법 읽기 Fanuc G76 정밀 보링 사이클 – CNC 밀 Fanuc G76 미세 보링 사이클 비디오 Fanuc G76 미세 보링 사이클 작동 구멍의 바닥에 도달하면 스핀들이 고정된 회전 위치에서 멈추고 공구
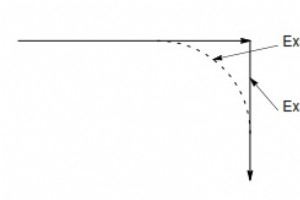
G09 정위치 정지는정위치 정지축을 0으로 감속정밀 코너링과 같은 많은 이름으로 불립니다. G09 정위치 정지 G09 완전 정지 또는 정밀 코너링 G 코드는 프로그래밍된 블록의 끝에서 축을 제로 속도로 감속합니다. 정지 후 축은 다음 블록에서 프로그래밍된 이송 속도로 가속됩니다. 이로 인해 프로그래밍된 이송 속도에 관계없이 날카로운 모서리가 절단됩니다. G09 코드는 비모달 G 코드이므로 지정된 블록의 축 이동에만 영향을 미칩니다. G09 정위치 정지 G09 정위치 정지 설명 G09 정위치 정지 G 코드는 CNC 기계공이 가

Hurco M 코드 Hurco M 코드(기타 기능)는 기계 관련 작업(예:절삭유 제어 및 공구 변경)을 유발합니다.NC 블록 내에서 여러 M 코드를 사용할 수 있습니다. Hurco M 코드 목록 – CNC 밀 Hurco M 코드 목록 아래는 CNC 밀에 대한 전체 Hurco M 코드 목록입니다. M 코드 정의M00 스핀들 및 절삭유 기능을 취소합니다. 부품 프로그램 실행 중지M01 작업자가 부품을 다시 고정하려고 할 때 자주 사용되는 프로그램 중지M02 프로그램의 끝을 표시합니다. 스핀들, 절삭유 및 축 이송 중지M03 스
M 코드의 Centroid M 시리즈 전체 목록입니다. M 코드는 CNC 프로그램에서 특수 작업을 수행하는 데 사용됩니다. Centroid M 코드 – CNC 밀(M 시리즈) Centroid M-시리즈 사용 설명서 CNC 기계공은 Centroid M-시리즈 사용 설명서를 무료로 다운로드할 수 있습니다. Centroid 웹사이트에서 CENTROID CNC 프로그래밍 작동 매뉴얼 무료 다운로드 CNC 밀용 중심 M 코드(M-시리즈) M00 작동자용 스톱M01 오퍼레이터용 선택적 스톱M02 프로그램 재시작M03 스핀들 켜짐 시

Centroid G10 – 매개변수 설정 Centroid G10 G 코드를 사용하면 CNC 기계공이 다양한 프로그램 작업에 대한 매개변수를 설정할 수 있습니다. Centroid G10 G 코드로 많은 기계 매개변수를 설정할 수도 있습니다. Centroid G10 – 매개변수 설정 Centroid G10 도구 오프셋 설정 – CNC 밀 G10 H5 R-1.3; 오프셋 lib에서 도구 길이 오프셋 #5를 -1.3으로 설정합니다.G10 D3 R.25; 오프셋 라이브러리에서 도구 직경 오프셋 #3을 .25로 설정합니다.G10 D5

Haas M 코드의 전체 목록입니다.모든 M 코드는 블록의 다른 모든 작업이 완료된 후에 활성화되거나 작업이 발생하도록 합니다.프로그램에서 블록당 하나의 M 코드만 허용됩니다.M 코드 옆에 (설정 번호)가 나열된 경우 해당 설정은 어떤 식으로든 해당 M 코드와 관련이 있습니다. Haas Mill G 코드는 Haas CNC Mill G 코드를 참조하십시오. Haas Mill M 코드 Haas Mill M 코드 M-코드 설명 M00 프로그램 정지 M01 선택적 프로그램 중지 M02 프로그램 종료(설정 39) M03 스핀들

하스 밀 설명서 CNC 기계공은 Haas 웹사이트에서 Haas Mill 설명서를 무료로 다운로드할 수 있습니다.Haas 밀 설명서에는 전체 CNC 작동 및 프로그래밍 세부 정보가 포함되어 있습니다.CNC 기계공은 Haas 선반 설명서 및 Haas CNC 선반 설명서를 다운로드할 수 있습니다. Haas Mill 설명서 – 조작자 및 프로그래밍 Haas Mill 매뉴얼 다운로드 Haas Mill 매뉴얼 Haas 웹사이트 (pdf). Haas Mill 설명서 내용 안전 기계 안전 모범 사례 경고 데칼 소개 기계 개요

Siemens Sinumerik CYCLE82 드릴링 카운터보링 사이클.Sinumerik CYCLE82는 Sinumerik 840D, 810D, 808D 및 유사한 Sinumerik CNC 컨트롤에서 작동합니다. Sinumerik CYCLE82 예제 프로그램 Sinumerik CYCLE82 드릴링 카운터보링 사이클의 사용을 보여주는 완전한 CNC 프로그래밍 예제는Sinumerik CYCLE82 드릴링 카운터보링 사이클 예제 프로그램을 참조하십시오. Sinumerik CYCLE82 형식 CYCLE82 (RTP, RFP, SDIS,
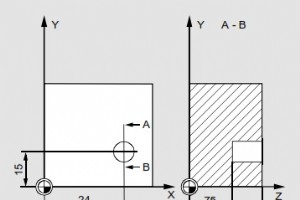
Siemens Sinumerik 840D CYCLE82 드릴링 카운터보링 사이클의 사용과 기능을 보여주는 CNC 프로그래밍 예제입니다.Sinumerik CYCLE82 드릴링 카운터보링 사이클은 다음과 같은 Siemens Sinumerik CNC 컨트롤에서 작동합니다. Sinumerik 840D Sinumerik 810D Sinumerik 808D 및 유사한 Sinumerik cnc 컨트롤. Sinumerik CYCLE82 드릴링 카운터보링 사이클 개요 Sinumerik CYCLE82 사이클을 완전히 이해하려면 Sinumeri
Sinumerik CYCLE81 드릴링, Siemens Sinumerik CNC 컨트롤을 사용하여 CNC 선반/터닝 머신에서 작업하는 CNC 기계 기술자를 위한 센터링 사이클. 드릴링 사이클 CYCLE81은 Sinumerik 840D, Sinumerik 808D 및 유사한 CNC 제어 장치에서 작동합니다. Sinumerik CYCLE81 CNC 밀용 드릴링 사이클 Siemens Sinumerik 840D/808D CNC 컨트롤을 사용하여 CNC 밀에서 작업하는 CNC 기계공을 위해 드릴링 사이클 CYCLE81이 여기에 간
Siemens Sinumerik 840D/808D CNC 컨트롤을 사용하여 CNC 터닝/선반 기계에서 작업하는 CNC 기계 기술자를 위한 CNC 프로그래밍 예제입니다.쉽게 배우고 이해할 수 있는 cnc 프로그램입니다. Siemens Sinumerik CYCLE81은 다음 문서에서 매우 간략하게 설명하는 드릴링 사이클입니다.CNC 선반 – CYCLE81 드릴링 사이클 – Sinumerik 840D 터닝CNC 밀 – Sinumerik 840D CYCLE81 드릴링 센터링 사이클 프로그래밍 이 cnc 프로그램 예제는 CNC 터
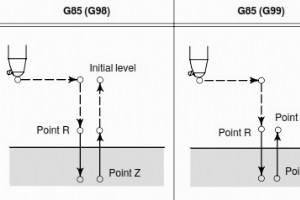
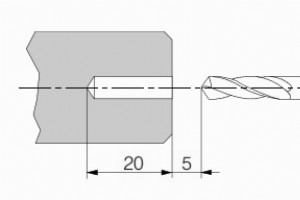
Fanuc G85 보링 사이클은 Fanuc G85 리밍 사이클이라고도 합니다.Fanuc G85 보링 사이클은 리밍 작업에 사용할 수 있습니다. Fanuc G85 보링 사이클 – 리밍 사이클 공구가 피드를 사용하여 끝 깊이까지 아래로 이동하고 피드를 사용하여 인출면을 후퇴시킵니다. Fanuc G85 보링 사이클 형식 G85 X Y Z R F K X Y – 홀 위치Z – 보링 깊이(절대).R – 홀 위 공구 시작 위치.F – 절삭 이송 속도K – 반복 횟수(필요한 경우) ) Fanuc G85 보링 사이클 Fanuc G85 보링
원샷 G 코드 원샷 G 코드는 프로그래밍된 CNC 프로그램 블록에서만 유효합니다.프로그램이 다음 블록 실행을 시작하면 더 이상 유효하지 않습니다. G 코드 프로그래밍 배우기 일회성 G 코드 예시 G4 Dwell은 One-shot G-Code이므로 다음 cnc 프로그래밍 예제는 G4 One Shot G 코드의 사용을 보여줍니다. N10 G0 X30 Y40N20 G4 X2N30 X20 Y50 N20 G04는 이 블록에서만 유효한 원샷 G 코드입니다.N30 G04는 이 블록에서 더 이상 유효하지 않습니다. G0입니다. G04 드

모달 G 코드 모달 G 코드는 동일한 그룹의 다른 G 코드를 만날 때까지(프로그래밍될 때까지) CNC 프로그램에서 유효한 G 코드입니다. 모든 G 코드에는 연관된 그룹이 있으며 연관된 그룹의 G 코드 하나만 cnc 프로그램에서 한 번에 활성화될 수 있습니다. AsG00, G01, G02, G03 같은 그룹에 있음G43, G49 같은 그룹G54~G59 같은 그룹G98~G99 같은 그룹 G 코드 프로그래밍 배우기 모달 G 코드 예시 N10 G0 X30 Y5 (G0 is effective in this block

Hust CNC 컨트롤을 사용하여 CNC Mill에서 작업하는 CNC 기계공을 위한 Hust CNC G 코드 목록입니다. 다음 G 코드가 작동합니다. Hust CNC H4M, Hust cnc H4CL-M 및 관련 Hust CNC 밀 컨트롤. Hust CNC G 코드 목록 – CNC 밀 허스트 CNC G 코드 목록 – CNC 밀 G 코드 기능G00 신속한 포지셔닝(빠른 이송 속도)G01 선형 절단(절단 이송 속도)G02 아크 절단, CW(커터 후면)G03 아크 절단, CCW(후면 커터)G04 드웰 명령, 임시 정지G08 모든
CNC 기계