산업 제조
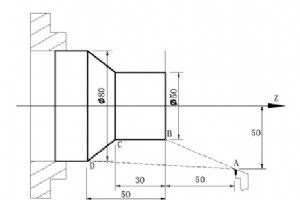
CNC 프로그래밍을 배우기 위한 여정을 막 시작한 CNC 기계 기술자/CNC 프로그래머를 위한 CNC 선반 간단한 g 코드 예제입니다. 간단한 G 코드 예제 CNC 선반 CNC 선반 간단한 G 코드 예제 O0001N5 M12N10 T0101N15 G0 X100 Z50N20 M3 S600N25 M8N30 G1 X50 Z0 F600N40 W-30 F200N50 X80 W-20 F150N60 G0 X100 Z50N70 T0100N80 M5N90 M9N100 M13N110 M30N120 % 코드 설명 N5 공작물 클램핑N10 1번 공

GSK 980TDb G 코드 전체 목록 GSK 980TDb – 터닝 CNC 시스템 GSK 980TDb G 코드 G 코드 의미 G01 선형 보간 G00 빠른 트래버스 이동 G01 선형 보간 G02 원호보간(CW) G03 원호 보간(CCW) G04 체류 시간 사전 설정 G05 3점 원형 보간 G6.2 타원 보간(CW) G6.3 타원 보간(CCW) G7.1 실린더 보간 G7.2 포물선 보간(CW) G7.3 포물선 보간(CCW) G10 데이터 입력 G11 데이터 입력 취소 G12.1 극좌표 보간 G13.1

G71 터닝 사이클 G71 거친 선삭 사이클 예제 코드. 이 cnc 프로그램 코드는 Fanuc 및 유사한 cnc 컨트롤에서 작동합니다. G71 황삭 주기 매개변수 설명 CNC Fanuc G71 터닝 사이클 또는 스톡 제거 고정 사이클 기타 G71 황삭 선삭 사이클 예 Fanuc G70 G71 황삭 및 정삭 선삭 사이클 프로그램 예G71 종방향 황삭 사이클 Mazak CNC 기본 프로그래밍 예Fanuc G71 황삭 선삭 사이클 및 G70을 사용한 CNC 프로그래밍 예 예제 프로그램 G71 황삭 선삭 사이클 예 O0004G00

이 기사에서는 Siemens Sinumerik CNC 제어를 사용하는 Hermle UWF 851 CNC 밀에서 공작물 오프셋 설정의 전체 프로세스를 간략하게 설명합니다. SINUMERIK 810 CNC 컨트롤이 있는 Hermle UWF 851 CNC 밀 5~10mm 깊이의 바이스로 작업을 고정합니다. 밀링 커터 준비 Tool Holder Tightening Fixture를 사용하여 Tool Holder에서 Ø 12mm 커터를 조입니다.왼손에 동일한 Tool Holder를 집고 Tool Change 버튼을 눌러 오른쪽에 있는
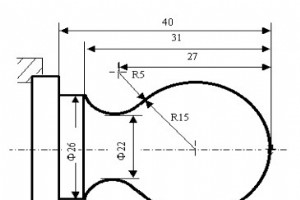
CNC 아크 프로그래밍 예제 이 CNC 프로그램은 두 개의 아크 G03 G02가 함께 연결될 수 있는 방법을 보여줍니다. CNC 아크 프로그래밍 G02 G03 예 CNC 아크 프로그래밍 G02 G03 예제 O0001N001 G0 X40 Z5; (Rapid position) N002 M03 S200; (Start spindle)N003 G01 X0 Z0 F900; (Approach workpiece)N005 G03 U24 W-24 R15; (Cut R15 arc)N006 G02 X26 Z-31 R5; (Cut R5 arc)N007

Haas Automation의 CNC 선반 Soft Jaws 비디오 시리즈 CNC 선반 소프트 죠를 절단하는 적절한 방법을 설명하는 매우 짧은 비디오입니다.소프트 죠를 절단하는 동안 사용되는 모든 작업은 Jaws 선택에서 Jaws 보링까지 간략하게 설명됩니다. CNC 선반 Soft Jaws 적절한 절단 방법 다음 질문에 대한 답변을 제공하는 동영상 왜 CNC 선반에 Soft Jaw를 사용해야 할까요?Soft Jaw를 쥐고 외경을 절단하는 올바른 방법.Soft Jaw의 기초.Aluminium Jaw는 어디에 사용하고 Steel

이 비디오는 Siemens Sinumerik 808D cnc 제어를 사용하여 CNC 선반 기계에서 다양한 가공 작업 및 도구 설정을 위해 도구를 선택하는 방법을 설명합니다. 일반적으로 작업장에는 많은 도구가 있으므로 올바른 작업을 위해 올바른 도구를 선택하는 것도 CNC 기계공의 필수 학습 작업입니다. CNC 선반의 도구 설정 관련 – CNC 가공을 위한 CNC 도구 선택 팁 이 비디오 자습서에서는 구성요소 가공에 다음과 같은 도구가 사용됩니다.1 – 팁 반경이 0.8mm인 선삭 도구.2 – 팁 피치가 1.25mm인 나사
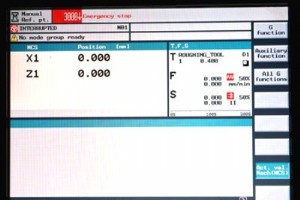
Sinumerik 808D Turning Video Tutorial Series의 이전 비디오에서 CNC 선반 기계가 구성 요소에 대해 완전히 설정되었음을 확인했습니다(cnc 선반 턱이 조정되었고 필요한 모든 도구가 도구 터릿에 고정됨). CNC 조정 시스템 소개 Siemens의 이 비디오는 CNC 조정 시스템 MCS 및 WCS에 대해 설명합니다. 기계 영점 또는 기계 좌표계(MCS) 공작물 영점 또는 공작물 좌표계(WCS) 그리고 이러한 영점이 CNC 선반 기계에 있는 위치입니다. Sinumerik 808D의 조정 시스

Siemens Sinumerik 808D 운영자 패널 소개 Sinumerik 808D 운영자 패널 1 – 수직 및 수평 소프트키(특정 메뉴 기능 호출).2 – 돌아가기 키(다음 상위 메뉴로 돌아감).3 – 메뉴 확장 키(나중에 사용하도록 예약됨.4 - 알파벳 및 숫자 키.5 - 컨트롤 키.6 - 알람 취소 키(이 기호로 표시된 알람 및 메시지 취소).7 - 온보드 보조 키 (기본 시운전 및 작동 절차에 대한 단계별 가이드 제공).8 – 도움말 키(도움말 정보 호출).9 – 커서 키.10 – 작동 영역 키.11 – USB 인터페
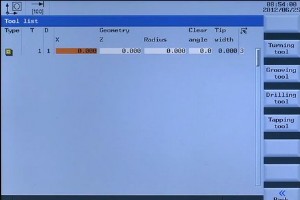
이 비디오는 Siemens Sinumerik 808D cnc 제어를 사용하여 CNC 선반에서 공구 오프셋 설정 또는 공구 설정의 모든 세부 사항을 매우 간략하게 설명합니다. 실제 도구 선택과 선반 기계의 터렛에 도구를 장착하는 방법은 이전 비디오 자습서 기계에서 도구 설정 – Sinumerik 808D 비디오 자습서 터닝 파트 5에 설명되어 있습니다. 이 기계에는 기계 내부에 공구 측정 프로브가 없지만 이 비디오는 기계에 내장된 공구 측정 시스템(Siemens에서는 이를 공구 측정 화면이라고 함)을 사용하여 공구 측정을 수행하는
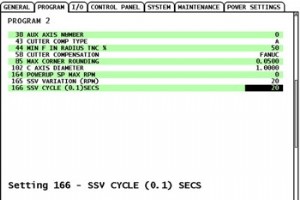
Haas 설정 소개 Haas 설정은 기계 작동에 영향을 미치는 Haas 기계 조건입니다. 일반적으로 설정을 통해 운영자 또는 설정 담당자는 기능을 잠그거나 켜거나 지정할 수 있습니다. Haas 설정 하스 밀 설정 1 – 자동 전원 끄기 타이머 2 – M30에서 전원 끄기 3 – 3D 그래픽 4 – 그래픽 빠른 경로 5 – 그래픽 드릴 포인트 6 – 전면 패널 잠금 7 – 매개변수 잠금 8 – 프로그램 메모리 잠금 9 – 치수 10 – 50%에서 급속 제한 11 – 전송 속도 선택 12 – 패리티 선택 13 – 정지 비트 14
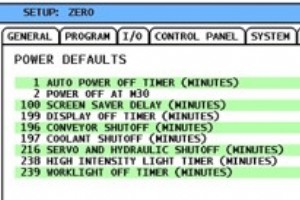
Haas 선반 기계에서 작업하는 CNC 기계 기술자를 위한 전체 Haas 설정 목록입니다. Haas 설정 소개 Haas 설정은 기계 작동에 영향을 미치는 Haas 기계 조건입니다. 일반적으로 설정을 통해 운영자 또는 설정 담당자는 기능을 잠그거나 켜거나 지정할 수 있습니다. Haas 설정 Haas 선반 설정 1 – 자동 전원 끄기 타이머 2 – M30에서 전원 끄기 3 – 3D 그래픽 4 – 그래픽 빠른 경로 5 – 그래픽 드릴 포인트 6 – 전면 패널 잠금 7 – 매개변수 잠금 8 – 프로그램 메모리 잠금 9 – 치수 10

CNC 기계 기술자를 위한 Haas Automation의 매우 간단하고 유익한 동영상으로 ID 그리핑을 위해 CNC 선반 소프트 조를 적절하게 절단하는 방법을 설명합니다. ID 그리핑을 위한 CNC 선반 소프트 죠 절단 참고: 먼저 파트 1 비디오를 시청하는 것이 좋습니다. 여기에는 OD 외부 그립을 위한 소프트 죠를 적절하게 절단하는 방법과 CNC 선반 죠 절단의 많은 기본 사항이 설명되어 있습니다. 파트 1: CNC 선반 소프트 죠의 적절한 보링/절단 방법 – Haas 동영상 CNC 선반 파이 턱 이 비디오는 CNC
Centroid CNC 컨트롤이 있는 CNC 선반 기계에서 작업하는 CNC 기계 기술자를 위한 전체 Centroid M 코드 목록입니다. 중심 M 코드 – CNC 선반(T-시리즈) Centroid M 코드 - CNC 선반(T-시리즈) 작업자를 위한 M00 정지 작동자를 위한 M01 선택적 정지 M02 재시작 프로그램 시계 방향으로 M03 스핀들 시계 반대 방향으로 작동하는 M04 스핀들 M05 스핀들 정지 M07 미스트 냉각수 켜기 M08 플러드 냉각수 켜기 M09 냉각수 꺼짐 M10 클램프 온 M11 클램프 오프 M26 축
Siemens Sinumerik 840D 경보 목록(840D/840Di/810D 및 유사 제어 장치), Sinumerik cnc 제어 장치가 있는 cnc 기계에서 작업하는 cnc 기계 기술자 및 유지 보수 담당자용. Siemens Sinumerik 알람 Sinumerik 840D 알람 목록 1000 시스템 오류 %1 1001 시스템 오류 %1 1002 시스템 오류 %1 1003 이 자동 해제 알람 %1에 대한 알람 포인터는 0입니다 1004 NCK 알람에 대한 알람 반응이 잘못 구성됨 1005 운영 체제 오류 %1 매개변수

Centroid CNC 컨트롤(T-시리즈/M-시리즈)을 사용하여 CNC 밀/선반 기계에서 작업하는 CNC 기계 기술자를 위한 완전한 Centroid CNC 알람 오류 메시지입니다. 중심 경보 오류 메시지 Centroid CNC 경보 오류 메시지 CNC 소프트웨어 시작 오류 및 메시지 102 CPU 초기화 오류…계속할 수 없습니다. 103 설정 전송 오류 104 PID 설정 전송 오류 105 mpu.plc 파일 읽기 오류..계속할 수 없습니다. 106 PC 시계가 잘못된 것 같습니다. 199 CNC 시작 CNC 소프트웨어 종료
Fanuc cnc 제어(또는 유사한 cnc 제어) 작업을 하는 cnc 선반 기계 기술자를 위한 CNC 프로그래밍 실습. 이 cnc 프로그래밍 연습 사용Fanuc G71 터닝 사이클Fanuc G74 Peck 드릴링 사이클 CNC 선반 프로그래밍 실습 CNC 선반 프로그래밍 실습 Fanuc G71, G74 사이클 N10 G40 G00N20 G99N60 T0101N70 G50 S3500N80 G96 S0240 M4N90 G00 X72. Z0.1N100 G01 X-1.6 F0.12 M7N110 G00 X150. Z150.N120 M5
Fanuc 고정 사이클을 사용하는 Fanuc 선반 프로그래밍 예제 G71 터닝 사이클 G70 마침 주기 G74 펙 드릴링 사이클 이 Fanuc 선반 프로그래밍 예제는 내경 가공(내부 가공, 보링 작업)을 위해 G71 터닝 사이클, G70 마감 사이클, G74 Peck 드릴링 사이클을 사용하는 사람을 보여줍니다. Fanuc 선반 프로그래밍 예 내경 가공에 G71, G70을 사용한 Fanuc 선반 프로그래밍 예제 N10 G40 G00N20 G99N30 M5N40 M9N60 T0101N70 G50 S3500N80 G96 S024

Centroid M 시리즈 G 코드(CNC 밀)의 전체 목록입니다. 프로그램의 지정된 라인에는 하나 이상의 G 코드가 포함될 수 있습니다.한 그룹의 여러 G 코드가 동일한 라인에서 사용되는 경우 마지막으로 지정된 G 코드만 활성 상태로 유지됩니다. Centroid G 코드 M 시리즈 Centroid M-시리즈 사용 설명서 CNC 기계공은 Centroid M-시리즈 사용 설명서를 무료로 다운로드할 수 있습니다. Centroid 웹사이트에서 CENTROID CNC 프로그래밍 작동 매뉴얼 무료 다운로드 센트로이드 G 코드 M-시

Centroid CNC 선반 G 코드의 전체 목록입니다. 프로그램의 지정된 라인에는 하나 이상의 G 코드가 포함될 수 있습니다.한 그룹의 여러 G 코드가 동일한 라인에서 사용되는 경우 마지막으로 지정된 G 코드만 활성 상태로 유지됩니다. 중심 CNC 선반 중심선반 조작자 매뉴얼 CNC 기계공은 Centroid 선반 조작 설명서를 무료로 다운로드할 수 있습니다. Centroid 웹사이트에서 CENTROID CNC 프로그래밍 작동 매뉴얼 무료 다운로드 중심 CNC 선반 G 코드 G Code DescriptionG00 Rapi
CNC 기계