산업 제조

Mitsubishi Electric Automation의 C80 시리즈 CNC는 회사의 Melsec iQ-R 자동화 플랫폼의 생산성을 높이고 주기 시간을 단축합니다. 랙 기반 C80은 제어 성능을 극대화하기 위해 CNC 전용 CPU를 갖추고 있습니다. 시스템의 CNC 기능과 구동 장치는 고속, 정확한 가공을 촉진하고 고속 시스템 버스는 대용량 데이터 통신을 제공하여 생산성을 높이고 사이클 시간을 단축합니다. 회사에 따르면 이 시스템은 특히 회전식 다이얼 기계, 다중 프로세스를 사용하는 생산 기계 및 자동차 이송 라인을 위해 설계
Shop Floor Automations(SFA)의 플로피 드라이브 교체품인 Okuma Floppy Connect는 Okuma 기계의 플로피 드라이브 코어를 교체합니다. 플로피 에뮬레이터는 하나의 USB 플래시 드라이브에 최대 100개의 디스크를 저장할 수 있으므로 사용자가 단일 USB 스틱에 수백 개의 파일을 저장할 수 있습니다. 회사의 LAN-USB 연결은 USB 포트와 이더넷 기능을 레거시 시스템에 추가합니다. 사용자는 파일을 CNC 데이터 서버로 끌어다 놓을 수 있고 FTP 프로토콜을 통해 이더넷 연결을 사용할 수 있습니다
KEB America의 S6 서보 드라이브는 실시간 통신, SIL3 안전 기능 또는 통합 브레이크 제어가 필요한 서보 애플리케이션에 적합합니다. 드라이브는 유도, PM 서보, 선형 또는 토크 모터와 함께 작동하도록 설계되었으며 모터의 속도, 위치, 토크 및 원점 복귀를 관리합니다. 실시간 이더넷 인터페이스는 기존 설치로의 통합을 용이하게 합니다. Profinet을 포함한 여러 필드버스 연결 옵션을 사용할 수 있습니다. 드라이브에는 CANopen 온보드, 2채널 다중 인코더 인터페이스, 진단 인터페이스 및 CiA 402/61800-
WireFreeCNC의 Excellerant API 범용 디코더는 모든 CNC 공작 기계 컨트롤러를 연결할 수 있는 기능을 제공하여 회사에서 각 기계의 데이터를 실시간으로 모니터링 및 관리하고 해당 데이터를 회사의 MES 및/또는 ERP 시스템으로 보낼 수 있도록 합니다. 디코더는 MTConnect, Fanuc Focas, OPC-UA, Haas MNET Q-Codes 및 기타 기계 제어 연결 프로토콜과 기존 CNC 기계를 기반으로 합니다. 이를 통해 회사는 수신 정보를 사용자 정의하면서 시스템 간에 연결할 수 있습니다. 이는

RoboDK는 RoboDK라고도 하는 로봇 프로그래밍 소프트웨어의 새로운 무료 웹 버전을 출시했습니다. 회사는 이 웹 버전이 판매 시연을 수행하는 통합자, 로봇 자동화의 신규 사용자 및 교육 사용자에게 매력적이라고 생각합니다. RoboDK의 마케팅 책임자인 Flore Cachera는 새 소프트웨어를 시작하는 것은 때때로 어려울 수 있습니다. “RoboDK의 웹 버전은 모든 사용자가 환경에 익숙해질 수 있도록 매우 기본적입니다. 우리의 목표는 소프트웨어의 접근성을 높이고 RoboDK가 단 몇 번의 클릭으로 제공할 수 있는 것에

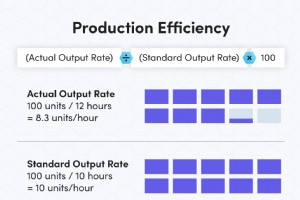
안전 문제는 모든 CNC 환경의 생산성에 직접적인 영향을 미칩니다. 최적의 생산성은 G 코드 프로그램이 세 가지 방식으로 안전하게 실행될 때만 달성할 수 있습니다. 첫째, 프로그램은 운영자가 안전한 환경에서 작업할 수 있도록 해야 합니다. 둘째, 프로그램은 공작 기계, 공작물 고정 장치 및 절삭 공구가 스트레스를 받거나 손상되지 않도록 해야 합니다. 셋째, 프로그램은 허용 가능한 공작물을 가공해야 합니다. 작업자가 부상을 입거나 기계 및 구성 요소가 손상되면 생산성이 저하되는 가동 중지 시간이 발생합니다. 부품을 폐기하면 시간이 낭

사진 제공:게티 이미지 이 문서는 컴퓨터 수치 제어의 핵심 개념에 대한 10부작 시리즈의 첫 번째 기사입니다. 이 시리즈의 접근 방식에 대한 소개는 이 문서를 읽어보세요. . 컴퓨터 수치 제어의 이점은 무엇입니까? 모든 형태의 CNC 공작 기계가 제공하는 첫 번째 이점은 향상된 자동화입니다. 공작물 생산과 관련된 작업자 개입을 줄이거나 없앨 수 있습니다. 많은 CNC 기계는 전체 가공 주기 동안 무인으로 실행되어 작업자가 다른 작업을 수행할 수 있도록 합니다. 이를 통해 CNC 사용자는 작업자 피로 감소, 인적 오류로 인한 실
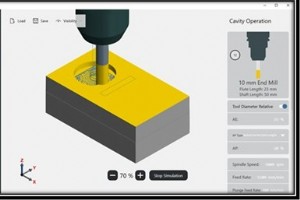
사진 제공:ModuleWorks ModuleWorks의 NGSP(Next Generation Shopfloor Programming) 소프트웨어는 공작 기계 제조업체와 CNC 제조업체가 자동화된 터치스크린 프로그래밍을 고유한 제어 솔루션에 통합할 수 있도록 설계되었습니다. 이 소프트웨어는 ModuleWorks 툴패스 계산 및 시뮬레이션 기술을 기반으로 구축되었으며 CNC에 직접 통합되었습니다. NGSP는 공작 기계 작업자가 G 코드 프로그래밍에 대한 심층적인 지식 없이도 NC 프로그램을 신속하게 구축, 시뮬레이션 및 실행할 수

CNC 프로그램의 성공은 생성 전에 수행된 준비의 직접적인 결과입니다. 제대로 준비되지 않은 프로그래머가 실행 가능한 프로그램을 만들 수는 있지만 이러한 프로그램은 종종 오류가 발생하기 쉽고, 비효율적이며, 사용자에게 비우호적이거나 확인하기 어렵습니다. 준비 단계를 건너뛰어 절약한 시간은 작업이 CNC 기계에 도착할 때 쉽게 손실될 수 있습니다. 다음은 새 프로그램을 제작하기 전에 완료해야 할 6가지 계획 단계입니다. 1단계:수행할 가공 작업을 결정합니다. 간단한 공작물의 경우 필요한 가공 작업을 쉽게 확인할 수 있습니다. 그러

사용자 정의 매크로는 CAM 시스템 내에서 올바르게 사용될 때 안전성과 품질을 향상시킬 수 있습니다. 사진:게티 CAM(Computer Aided Manufacturing) 시스템과 사용자 정의 매크로 사용이 실제로 충돌하는 일부 응용 프로그램이 있습니다. 예를 들어 부품 패밀리의 경우 응용 프로그램은 한 가지 방법 또는 다른 방법을 사용하여 처리해야 하지만 두 가지 방법을 모두 사용해서는 안 됩니다. 또한 나사 밀링 또는 볼트 원형 패턴과 같은 특정 고정 주기 응용 프로그램의 경우 CAM 시스템에서 필요한 G 코드 명령을 쉽게

매개변수는 모든 CNC 특징 및 기능에 대한 설정을 지정하며 모든 CNC에 대해 수백, 수천 가지가 있습니다. 매개변수에 대해 논의할 때 항상 매개변수 백업의 중요성을 반복합니다. CNC를 사용하는 사람으로서 이를 수행할 책임이 있습니다. 오늘날의 CNC를 사용하면 플래시 드라이브에 쉽게 백업할 수 있으므로 백업하지 않을 이유가 없습니다. 또한 매개변수 백업이 있으면 CNC 오류가 발생한 경우 며칠은 아니더라도 몇 시간을 절약할 수 있습니다. 거의 모든 CNC 관련 문제에는 매개변수 설정이 포함됩니다. 실제로 기계가 어떤 식으로든

나는 CNC 공작 기계의 정확도를 부하 상태에서 축이 명령된 끝점까지 의도한 경로를 얼마나 정확하게 따를 수 있는지로 정의합니다. 저는 반복성을 하루 종일 여러 사이클 동안 명령된 동작(다시 말하지만 부하 상태에서)을 얼마나 정확하게 복제할 수 있는지로 정의합니다. 이것은 동적 정확도와 반복성에 대한 정의입니다. 기계 제조업체의 사양과 다를 수 있습니다. 빌더 사양은 일반적으로 정적 정확도와 반복성을 나타냅니다. 즉, 관련 측정을 수행할 때 기계가 가공 작업을 수행하는 사이클에 있지 않습니다. 기계 제작자에게 공정하게 말하면 동
South Bend Lathe Co.는 Fagor ProKit 2축 디지털 판독(DRO)을 특징으로 하는 Toolroom 시리즈의 일부로 Turn-X 16단 선반을 제공합니다. 선반의 5.0/2.5hp D1-5 스핀들은 고정밀 스핀들 베어링을 사용하며 2단 속도, 220V, 3상 모터로 구동됩니다. 침대는 정밀 경화 및 연삭된 Methanite 주철로 구성되어 있으며 침대 위의 스윙은 14.17입니다. 선반에는 풋 브레이크, 마이크로 스위치 차단 기능이 있는 척 안전 실드 및 조정 가능한 피드 로드 스톱이 있습니다. 풀아웃 칩 트레
South Bend 선반의 SB1049F Heavy 13 공구실 선반은 베드 위에서 13.38 스윙을 제공하고 중심 간 거리가 30입니다. D1-5 스핀들은 3마력, 220V, 단상 모터로 구동됩니다. 기계는 정밀 경화 및 연마된 Meehanite 주철로 구성된 South Bend 3 V-way 베드에 제작되었습니다. 고정밀 스핀들 베어링이 특징입니다. 풀아웃 칩 트레이가 있는 완전한 냉각 시스템; 전체 길이의 둥근 모서리 스플래시 가드; 발 휴식; 마이크로 스위치 차단 기능이 있는 척 안전 실드; 및 조정 가능한 피드 로드 스톱.
Grizzly의 모델 G0768 가변 속도 선반은 50~1,000rpm의 낮은 범위와 100~2,000rpm의 높은 범위의 두 가지 범위를 제공합니다. 선반에는 0.787 스핀들 보어와 MT#3 테이퍼가 있습니다. 600W(3 /4 -hp), 110V 단상 10A 모터. 중심 간 거리는 15 3입니다. ⁄4 , 침대 위의 스윙은 81입니다. ⁄4 .선반은 6 ~ 44 TPI 범위의 인치 나사산과 0.4 ~ 3.0mm 범위의 미터법 나사산을 절단할 수 있으며 왼쪽 나사산을 절단하기 위한 역이송 장치가 장착되어 있습니다. 표준 장비에
Ganesh Machinery의 ASL 박스웨이 경사 베드 CNC 선반은 효율적인 금속 제거 및 무거운 절삭 부하를 위해 설계되었습니다. ASL-8, ASL-10, ASL 15 및 ALS-20의 4가지 ASL 모델이 제공됩니다. ASL-8은 2.5 관통 구멍이 있는 8, 3-죠 유압 척이 특징인 반면, ASL-10은 3 관통 구멍이 있는 10 3-죠 유압 척을 제공합니다. 안장 위의 스윙은 20이고 안장 위의 스윙은 12.5이며 두 모델 모두 22 및 39의 회전 길이로 사용할 수 있습니다. ASL-15는 4 관통 구멍이 있는 1
Grizzly Industrial G0745 마이크로 금속 선반은 작은 공작물을 선삭하도록 설계되었습니다. 침대 위로 4 1/4 스윙하고 중심 간 거리가 6인 선반은 보석, 모델 제작 및 취미 작업에 매우 적합합니다. 소형 기계는 정밀 연마된 주철 베드에 제작되었으며 14 × 5 1 설치 공간을 제공합니다. /2 , 탁상용 사용 가능. 심압대 깃대 이동 측정 7 /8 이고 크로스 슬라이드 이동은 1 1입니다. /2 . 단상 110V 모터는 150W(1 /5 hp) 및 가변 속도 스핀들의 범위는 100~3,800rpm입니다. 선반에
Colchester의 보급형 Tornado El 제품군인 2축 및 3축 CNC 터닝 센터는 Clausing에서 제공되며 최소한의 교육을 받은 후에도 사용하도록 설계되어 정확도와 신뢰성이 향상되었습니다. 터닝 센터는 회사의 Tornado T 제품군과 동일한 모듈식 플랫폼을 특징으로 하며 사용자 친화적인 FANUC OiTD 제어 시스템과 조작 패널을 갖추고 있습니다. 42mm 스핀들 보어와 최대 속도 6,000rpm을 생성하는 7.5kW 스핀들 모터가 있는 소형 El2 모델에서 82mm 스핀들 보어 및 4,000rpm을 생성하는 18
Ergoseal은 따라가지 못했습니다. 3년 전 일리노이주 캐롤 스트림(Carol Stream)의 메카니컬 씰 제조업체는 일반적인 제품보다 더 복잡한 씰을 설계하고 생산하는 계약을 따냈습니다. 이 씰 어셈블리의 가공된 부품 3개 중 2개는 회사의 공작 기계에 각각 3개의 설정(선반 설정 2개와 머시닝 센터 설정 1개)이 필요했습니다. Ergoseal은 이러한 일련의 작업으로 부품의 품질 요구 사항을 충족하고 유지할 수 있었지만 프로세스가 느렸습니다. 고객이 이 씰에 대한 수요를 크게 증가시켰을 때 환영할만한 비즈니스 급증이 오히려
Hardinge GS 51 선반은 향상된 내구성과 공작물 정확도를 제공하는 소형 디자인과 콜렛 준비가 된 메인 스핀들이 특징입니다. A2-6 20C, 15hp(11kW) 스핀들은 5,000rpm 범위의 속도를 제공합니다. 이 기계는 2(51mm) 바 용량을 제공하며 직경 284mm, 길이 17.95(456mm) 범위의 공작물을 수용합니다. 척 크기는 8입니다. 선반은 12개 스테이션의 수직 블록형 터렛과 강성과 내구성을 위해 전략적으로 골이 있는 일체형 주철 45도 베이스를 갖추고 있습니다. X 및 Z축 볼스크류, 선형 롤러 가이
산업용 장비