산업 제조
3D 프린팅
현재 거의 모든 질문에 대한 답변이 인터넷에 있습니다. 최근 화제가 되고 있는 3D프린팅의 경우 디지털 형식의 정보밖에 없다고 생각할 수 있지만 사실은 이미 이 분야의 모든 측면에 대한 고품질의 책을 여러 권 찾아볼 수 있습니다. 복잡한 조각, 응용 프로그램에 따른 최상의 구성, 중독성 제조로 조각을 디자인하는 방법 등 3D 프린팅을 시작하는 사용자부터 가장 전문적인 사용자, 프린터로 만든 각 부품을 최대한 활용하고자 하는 사용자에 이르기까지 모든 유형의 사용자에게 유효한 5권의 핵심 책을 남깁니다. 3D: 1. Impresión

PETG는 3D 프린팅 세계에서 가장 유명하고 사용되는 공중합체입니다. . 그 외관은 PET와 글리콜의 조합으로 인해 글리콜화 공정을 통해 PET의 흥미로운 특성을 개선합니다. 펫 (Polyethylene terephthalate)는 섬유 제조를 위해 이 중합체에 대한 특허를 취득한 영국 과학자 Whinfield와 Dickson에 의해 1941년에 탄생했습니다. , 면 섬유를 대체할 것입니다. 1946년에 섬유 형태의 이 소재는 산업에 정착했으며 오늘날 섬유 부문에서의 사용은 여전히 포인터입니다. 1952년 초 식품 포장용 필

이전 기사의 주제에 이어 아래에서 PETG와 PLA의 차이점과 유사점을 인용합니다. . PLA 및 PETG는 3D 프린팅 세계에서 가장 일반적인 재료 중 두 가지입니다. 인쇄 용이성, 우수한 결과 및 다양한 색상 덕분입니다. PLA(lactic polyacid)는 낮은 취급 온도로 인해 3D 프린팅에 이상적인 폴리머입니다. , 180-210°C 압출기 및 0-50°C 베이스, 낮은 열수축률 인쇄 중 냄새가 나지 않습니다. 이 모든 것이 생분해성이며 매우 저렴한 가격이라는 사실과 함께 PLA가 가장 많이 소비되는 재료라는 것은 놀

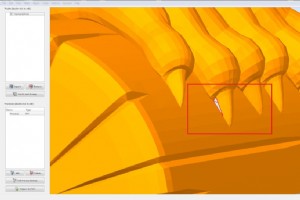
이 글은 3D 프린팅의 후퇴 개념을 명확히 하려고 합니다. 모델의 외부 표면에 재료 증착이나 동시에 인쇄되는 조각 사이의 스레드 없이 고품질 인쇄를 달성하는 데 매우 중요한 매개변수이기 때문입니다. 수축은 재료의 떨어지는 것을 방지하기 위해 필요한 필라멘트의 반동 운동입니다. 3D 프린팅 중에 진공 압출기가 수행하는 이동 및 변위 동안. 철회를 구성하는 매개변수는 다음과 같습니다. 후퇴 거리 : 후퇴 과정에서 후퇴하는 재료의 길이. 재료 유형, 압출 시스템 유형(직접 또는 보우덴) 및 핫엔드 유형에 따라 다릅니다. 유연한 소
3D 프린팅 FDM(Modeling by Fade Deposition)은 플라스틱 필라멘트가 재료의 녹는 온도에 있는 헤드를 통과하고 X-Y-Z 좌표로 이동하여 필요한 두께의 조각을 층별로 만드는 적층 제조 방법입니다. 이 기술은 누구나 자신의 프로젝트, 모델 또는 부품을 스스로 수행할 수 있는 전문적인 환경과 가정 환경 모두에 이미 널리 퍼져 있습니다. 따라서 오늘날 가정이나 업무용 3D 프린터를 구매하려는 사용자는 시장에 나와 있는 다양한 3D 프린터를 고려할 때 복잡한 결정에 직면해 있습니다. 3D 프린터 FDM을 선택할 때
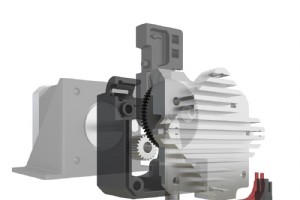
이 기사에서는 3D 프린팅 세계에서 가장 일반적인 압출기 및 HotEnd 유형에 대해 이야기할 것입니다. 시작하기 전에 인용된 모든 내용은 압출기, HotEnd 및 노즐 전문 고품질 3D 프린터 부품 회사인 E3D Online의 제품과 같은 주요 브랜드의 제품을 항상 사용한 경험의 결과임을 명확히 해야 합니다. 익스트루더와 저품질 핫엔드를 사용하는 경우 아래에서 설명하는 특성이 충족되지 않을 수 있기 때문에 이러한 뉘앙스가 필요합니다. Extruder의 주요 기능은 필라멘트를 Reel에서 HotEnd로 가장 정확하고 3D 프린팅에

매일 3D 프린팅 산업 수준과 국내 수준 모두에서 더 널리 퍼져 있으며 많은 응용 프로그램의 개발을 향상합니다. 많은 분야에서. 미디어 수준에서는 기술의 이점만 두드러지지만 반드시 주의해야 할 사항이 있습니다. 3D 인쇄 세계에서 시작할 때 고려해야 할 사항입니다. 그러나 모든 사용자는 3D 프린팅 중에 발생할 수 있는 특정 위험을 고려해야 합니다. 위험의 두 가지 주요 원인과 더 일반적인 것은 한편으로는 재료의 융합 중에 방출되는 가스이고 다른 한편으로는 3D 프린터의 오용 또는 전자 장치의 열악한 상태로 인한 화재의 가능한 원

3D 인쇄는 1986년 척 헐(Chuck Hull)이 등장한 이후 몇 년 동안 존재하지 않았더라도 보이는 것처럼 최신 기술은 아닙니다. 3D Systems의 설립자인 은 최초의 3D 프린터를 기록합니다. 이것은 3D SLA 프린터(StereoLithoGraphy)로, 레이저 빔이 닿으면 광중합으로 굳어지는 수지를 사용합니다. 2년 후 , 스콧 크럼프 Stratasys의 창립자인 은 최초의 3D FDM 프린터(Fuse Desposition Modeling)를 선보이며 현재 사회 분야에서 가장 잘 알려진 3D 프린터 유형입니다. 둘
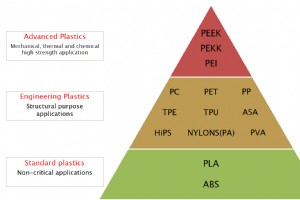
3D 프린팅의 세계에서 FDM/FFF는 몇 년 동안 PAEK(폴리아릴에테르케톤 또는 폴리아릴 에테르 케톤) 제품군 중에서 가장 눈에 띄는 소재 제품군이었습니다. 이 등급에 속하는 재료는 높은 기계적 저항값을 유지하면서 고온(약 200ºC)에 견디는 반결정성 플라스틱입니다. PAEK 제품군에는 PEEK, PEKK 및 PEI(ULTEM 1010 및 ULTEM 9085)가 있습니다. 이들은 모두 높은 기계적 강도, 내화학성 및 높은 가연성 온도를 가지고 있습니다. PEEK 필라멘트(PolyEtherEtherKetone) PEEK(Po

3D 프린팅의 세계는 끊임없이 발전하고 있으며 점점 더 많은 재료가 시장에 나와 있습니다. 이 기술의 끊임없는 발전에 힘입어 소재와 3D프린터라는 새롭고 진보된 카테고리를 탄생시켰습니다. 첨단 재료는 모든 산업 분야와 의학과 같은 많은 다른 분야에서 점점 더 요구되는 최고의 기술적 특성을 나타내는 재료입니다. 이 범주에는 단일 구성의 재료(PEI Ultem 1010, PEKK, ABS ESD) 및 일부 유형의 섬유와 합금된 기타 재료(PEI CF, PEKK CF, XSTRAND GF30-PP, XSTRAND GF30-PA6, PE

3D 프린팅의 세계에는 자주 언급되지 않지만 매우 중요한 측면이 있습니다. 바로 3D 프린터 유지 관리를 위한 기본 도구를 갖추는 것입니다. 다른 기계와 마찬가지로 3D 프린터는 일정 시간 작동 후 유지 관리가 필요합니다. 노즐이나 방열판과 같이 마모된 항목을 청소하고 윤활하거나 교체해야 합니다. 다음은 프린터를 올바르게 유지 관리하는 데 필요한 기본 도구입니다. 3D 프린터용 윤활제 3D 프린터용 윤활제 SuperLube는 열에 대한 저항성이 우수하여 열판이 있는 프린터에 사용되더라도 윤활제가 액체가 되는 경향이 없으며 프린
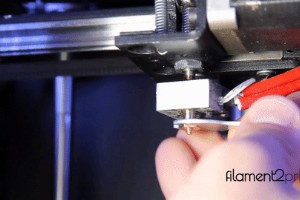
3D 프린터의 노즐을 E3D Original 노즐로 교체할 때 교체가 가능한지 의심스러울 수 있습니다. 대부분의 3D 프린터는 노즐 v6 원본과 호환되는 경우 측정이 가장 많이 사용되는 M6x1이기 때문입니다. 사용자가 현재 노즐의 측정이 확실하지 않은 경우 3D 프린터에서 노즐을 추출하기 전에 호환 여부를 확인하는 두 가지 방법이 설명되어 있습니다. 이를 위해서는 먼저 핫 엔드 필라멘트를 제거하고 인쇄 온도로 가열한 다음 제거해야 합니다. 따라서 Hot End는 실온에 있으므로 7mm E3D 렌치를 사용하여 노즐을 풉니다.
3D 프린터 사용자는 부품을 만들 때 특정 문제가 발생할 수 있으므로 조언을 따르는 것이 좋습니다 3D 프린팅을 시작하기 전에 발생 가능한 오류 및 오류를 방지하기 위해 아래에 나와 있습니다. . 1. .STL 파일 검토 3D 프린터 사용자가 인쇄하려는 인터넷 모델을 디자인하거나 다운로드할 때 모델을 확인하고 얼굴이나 표면 사이에 열린 영역이 없는지 확인해야 합니다 , 그들은 존재하기 때문에 조각에서 보이드 또는 필라멘트 형태의 오류를 유발합니다. 이를 방지하기 위해 GCode (Pronterface, Cura, Simplif

이전 기사에 이어 3D 프린터 외부의 드래프트로 인해 압출기의 걸림이나 뒤틀림 및 균열과 같은 실수와 실패를 피하기 위해 3D 프린팅 중에 가장 중요한 팁은 다음과 같습니다. 1. 초안에서 격리 공기 외부에 있는 Currents 3D 프린터는 3D 인상의 많은 실패에 대한 책임이 있습니다. 이는 기류로 인해 급격한 온도 저하가 발생하기 때문입니다. 균열 또는 뒤틀림을 유발할 수 있는 부품 , 특히 사용자가 ABS와 같은 섬세한 재료를 사용하는 경우. 이러한 문제를 방지하려면 3D 프린터가 외풍이 없는 방에 있어야 합니다. , 특히
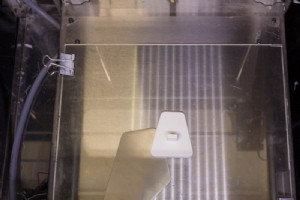
3D 프린팅 팁 시리즈를 마무리하기 위해 다음 기사는 3D 프린팅 후 팁에 초점을 맞춥니다. 베이스에서 부품을 분리하는 방법 및 압출기 청소 방법 포함 PLA-탄소 섬유와 같이 걸림이 발생하기 쉬운 섬유가 포함된 재료를 사용한 후. 1. 베이스에서 부품 분리 3D 인쇄가 완료되면 시간(5~10분) 베이스에서 부품을 분리하고 충분히 냉각되고 연화 온도 미만이 되도록 조작하기 전에 허용되어야 합니다. 이것이 충족되지 않으면 공작물이 변형되고 일부 마무리 품질이 저하됩니다. 이전에 표시된 시간이 지나면 조각을 분리할 수 있습니다. 가능
STL 파일은 3D 모델을 만드는 데 가장 일반적으로 사용됩니다. , 대부분의 3D 인쇄 커뮤니티에서 OBJ 파일보다 앞서 있습니다. 원하는 모델의 STL이 선택되면 롤링 소프트웨어(Cura, Simplify3D...)에 입력하여 제조용 3D 프린터에서 사용하는 코드인 GCode를 생성해야 합니다. 이 소프트웨어에서 사용자는 인상의 모든 매개변수를 변경할 수 있으며 면 또는 표면 사이의 열린 영역을 찾는 모델을 확인해야 합니다. 이러한 영역이 존재하는 경우 피스에 의해 보이드 또는 필라멘트 분리 형태의 오류가 발생하기 때문입니다.

이미지 1:목재 필라멘트로 인쇄된 조각. 출처:Fillamentum. 2012년 3D 프린팅 분야에 새로운 소재 도입 독일 제조업체 Kai Parthy의 손에서 목재 필라멘트 LayWoo-D3, 를 개발했습니다. 리얼 우드 느낌의 첫 번째 필라멘트. 이 필라멘트에는 40%의 재활용 목재와 나머지 바인딩 폴리머가 포함되어 있습니다. LayWoo-D3는 인쇄 온도에 따라 색상이 변한다는 점에서 PLA와 용도가 유사합니다. , 180ºC에서는 밝은 색을 띠고 245ºC에서는 더 어두운 색을 띤다. 자르거나 샌딩하거나 칠할 수 있는 목재

다음 기사에서는 직경 1.75mm 필라멘트와 3mm 필라멘트의 차이점을 명확히 설명하려고 합니다. (3mm 필라멘트는 직경이 2.85mm로 동일합니다.) 많은 3D 프린팅 사용자가 3D 프린터를 구매하기 전에 하는 경향이 있는 질문입니다. 많은 전문 및 산업용 3D 프린터 대부분 Bowde 시스템을 사용하여 HotEnd 축에서 모터의 무게로 인해 발생하는 관성 모멘트를 줄여 인쇄 정밀도를 높임) 직경 3mm 필라멘트 사용 . 이러한 유형의 기계에서 1.75mm가 아닌 3mm를 사용하는 것 중 하나는 압출기 모터가 훨씬 적게 작

이 기사에서는 흐름이 무엇인지와 3D 프린팅에서 흐름이 갖는 중요성에 대해 언급할 것입니다. 또한 3D 프린터가 최상의 결과를 제공하도록 이 매개변수를 보정하는 방법을 설명합니다. 3D 프린터의 흐름 흐름은 모델을 만들기 위해 선택한 인쇄 매개변수를 기반으로 압출기를 통과하는 필라멘트의 양(더 정확하게는 부피)입니다. 흐름의 계산은 필라멘트의 직경과 노즐의 출구 직경에 따라 3D 프린터 제조업체가 압출기 모터에 대해 설정한 단계/mm에 따라 3D 프린터에서 자동으로 수행됩니다. 압출기 교체 전 3D 프린터 보정 방법 예를 들어
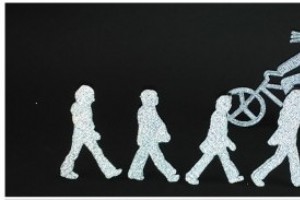
저명한 엔지니어 Kai-Parthy는 3D 프린팅 FDM을 위한 최초의 반사 필라멘트를 개발하기 위해 3D 프린팅 필라멘트 세계의 새로운 장벽을 통과했습니다. Reflect-o-Lay 필라멘트는 빛의 역반사 원리에 따라 만들어집니다. 반유연한 폴리머와 수백만 개의 작은 반사 입자의 조합은 어두운 환경에서 빛을 반사하는 능력을 크게 향상시킵니다. 이 수백만 개의 반사 입자는 필라멘트의 외부 표면에 점을 생성하고 한 번 인쇄하면 Reflect-o-Lay로 생성된 조각에 직접 영향을 미치는 빛이 빛의 파면을 광원에 다시 반사시킵니다.
3D 프린팅